

多年来,焊接金属不断发展,不断开发新技术来满足特定的金属连接要求。
当选择特定的金属焊接技术时,您应该根据实际应用考虑其优点和缺点。
今天的指南将重点介绍 TIG 焊接技术。
因此,如果您计划使用 TIG 焊接技术,这些常见问题解答将帮助您评估该工艺是否合适。
- 什么是 TIG 焊接?
- TIG 焊接与氦弧焊接相同吗?
- 什么是自热焊?
- TIG 焊接中惰性气体起什么作用?
- 哪些材料适合 TIG 焊接?
- 钨极惰性气体焊接期间可以使用哪些气体?
- 与其他技术相比,气体钨极电弧焊有哪些优势?
- TIG 焊接技术存在缺点吗?
- 如何选择 TIG 焊机?
- TIG 焊接中可以使用哪些电极?
- 钨极惰性气体焊接安全提示是什么?
- TIG 和 GTAW 有什么区别?
- TIG 焊接如何工作?
- 手工 TIG 焊接和自动 TIG 焊接有什么区别?
- MIG 焊接和 TIG 焊接有什么区别?
- TIG 焊接有哪些应用?
- 脉冲电流气体钨极电弧焊有哪些优点?
- TIG 焊接中的高频启动是什么?
- TIG 保护气体应流动多长时间?
- 没有保护气可以进行 TIG 焊接吗?
- 除氦弧焊外,还有哪些其他类型的金属焊接技术?
- 什么原因导致 TIG 焊接中出现针孔?
- 您能用氩气作为保护气体来对低碳钢进行 TIG 焊接吗?
- TIG 焊接能产生更坚固的接头吗?
- 是否可以使用 GTAW 焊接 100% 纯氩?
- TIG 焊接中划痕起始的要求是什么?
- 在 TIG 焊接过程中可以使用水作为冷却剂吗?
- TIG 焊接过程中最常见的问题是什么?
什么是 TIG 焊接?
钨极惰性气体保护焊也称为气体钨极电弧焊(GTAW)。
它是一种特殊类型的焊接技术,涉及使用非消耗性钨电极在连接两个金属表面时形成高质量的焊缝。
在 TIG 焊接过程中,焊工使用氦气或氩气作为惰性保护气体。
这些惰性保护气体保护焊接部分免受周围环境的可能污染。
TIG焊接中的非消耗性钨电极不会熔化。
TIG 焊接与氦弧焊接相同吗?
是的。
当这种焊接技术于 1941 年由 Russell Meredith 首次完善时,它被称为氦弧焊接。
这是因为该过程依赖于使用氦气作为保护气体,当然还有钨电极电弧。
然而,为了使氦弧焊接工艺更加高效和可靠,焊工开始使用氩气作为惰性气体。
由于氩气比氦气重,因此需要的流速较低。
因此,氩气成为平焊的合适选择。
另一方面,氦气由于重量较轻而常用于仰焊。
尽管有些人仍使用氦弧焊这一名称,但该工艺通常被称为气体保护钨极焊接 (GTAW) 或钨极惰性气体焊接 (TIG)。
如今,氩气因其稳定性和更光滑的表面光洁度而常用作氦弧焊中的惰性气体。

氦弧焊接 – 照片提供:Wikimedia
什么是自热焊?
这是一种熔接焊接技术,无需使用外部填充材料。
TIG 焊接中惰性气体起什么作用?
惰性气体可保护您正在焊接的材料免受可能的污染或氧化。
这可产生高质量且光滑的焊接表面。
最初,氦气是氦弧焊接工艺中常用的一种惰性气体。
然而,如今氩气已经在大多数氦弧焊接工艺中取代了氦气。
哪些材料适合 TIG 焊接?
尽管 TIG 焊接是一种多功能技术,但它适用于:
我。 金属薄片
二。 铜、镁、铝合金等有色金属
三. 不锈钢
钨极惰性气体焊接期间可以使用哪些气体?
在钨极惰性气体焊接过程中,您可以选择以下任何一种气体:
我。 纯氩气
它是钨极惰性气体焊接过程中常用的一种惰性气体。
您可以将氩气与任何金属一起使用。
此外,它保证有效的屏蔽,产生集中而窄的电弧;因此,您可以获得高质量的焊接。
二。 混合氩气和氦气
对于更热的焊接,您应该选择氩气和氦气的组合。
这是因为这种混合物会增加电流强度。
几乎可以在所有金属(钢除外)上使用氩气和氦气的组合。
三. 氩气和氢气的混合物
焊接不锈钢时,您可能希望增加加热能力,同时确保焊缝深入材料。
在这种情况下,您应该选择含氢气不超过 5% 的氩气。
与其他技术相比,气体钨极电弧焊有哪些优势?
GTAW 常见的一些主要原因如下:
我。 焊工对整个焊接过程有更大的控制权——他们可以轻松控制包括表面光洁度在内的质量
二。 更容易获得高质量、清洁的焊缝
三. 焊接接头更坚固、更可靠
四、 它可以焊接多种金属合金
TIG 焊接技术存在缺点吗?
是的,像其他任何 金属焊接技术,有些情况下 TIG 焊接可能不适用。
气体钨极电弧焊的主要缺点包括:
- TIG 焊接是一种复杂的过程,需要大量培训才能掌握
- 该过程比其他焊接技术相对较慢
如何选择 TIG 焊机?
选择高质量、可靠的机器将保证高质量的完成。
以下是选择 TIG 焊机时需要考虑的关键方面:
· 机器如何启动电弧
您可以选择以下任一选项:
- 高频启动 – 使用此技术,无需钨接触要焊接的材料即可启动电弧。这是一项重要功能,尤其在钨污染风险较高的情况下。
- 临时启动 – 虽然这在大多数逆变器类型的机器中并不常见,但您仍然可以在市场上找到一些型号。在这里,机器取决于 变压器 用于起弧。
- 抬起启动 – 一旦钨接触到您要焊接的材料,当您将其从工件上抬起时,它就会点燃。这也是逆变机中一种流行的电弧启动机制。
· 直流-交流焊接选项
说到 TIG 焊接工艺,您可以根据要焊接的材料选择两种模式。
因此,第一个标准是了解您要焊接的材料类型。
这意味着您应该选择一台可以从直流转换为交流的机器。
如今,大多数 TIG 焊机都配有逆变器。
根据材料的类型,您应该注意以下几点:
- 处理镁和铝合金时,应使用交流 (AC) TIG 焊机
- 对于除镁和铝合金以外的所有金属,直流 (DC) TIG 焊机都可以使用
· 机器如何输送惰性气体
您可以选择带有内置气阀的 TIG 焊机。
您可以使用计时器系统对此类机器进行编程。
或者,您可以选择没有内置气体输送系统的 TIG 焊机。
在这种情况下,机器的割炬上应该有一个手动操作的阀门。
· TIG 焊接远程控制
根据您要使用的机器类型,有:
- 遥控
- 远程焊枪触发控制
- 远程焊枪触发器
- 当前控制或
- 远程脚控电弧启动和电流。
· TIG 焊机的负载持续率
您将了解 TIG 焊机可以长时间工作多长时间。
· 交流电弧焊的特点
在大多数情况下,您可以将频率从 30 Hz 变为 150 Hz。
因此,根据手头的任务,您应该能够平衡频率和正向循环与负向循环。
TIG 焊接中可以使用哪些电极?
您可以选择以下任意一种电极进行 TIG 焊接工艺:
我。 纯钨电极——电弧稳定、经济高效,适用于镁合金和铝合金
二。 铈电极——当您处理复杂的部件、需要低电流的项目以及需要直流电源的小部件时,请使用铈电极。
三. 锆氧化物电极——这些电极耐污染,适用于交流焊接。
四、 钍电极 – 比纯钨电极耐用。但使用这些电极时,应有足够的通风。
五、 稀土电极 – 适用于直流和交流项目。它们也稳定耐用。
六. 镧系电极 – 可与交流和直流机器配合使用。它们也可以在低电流下工作。
钨极惰性气体焊接安全提示是什么?
无论何时选择钨极惰性气体焊接,都应考虑以下安全措施:
- 您必须有适当的安全装备 - 这些应该包括围裙、护目镜、夹克、靴子、头盔等。这将保护您的身体免受烧伤。
- 工作区域应通风良好,以保证空气自由流通
- 检查焊机是否工作良好,并已正确接地
- 工作区域应远离水或潮湿,以避免触电
- 您要焊接的表面不应有任何形式的污染物
- 选择适当的电气配置
TIG 和 GTAW 有什么区别?
TIG焊接是指钨极惰性气体保护焊,而GTAW是指气体保护钨极电弧焊。
但这两个过程是相同的。
此外,GTAW 是 美国焊接学会.
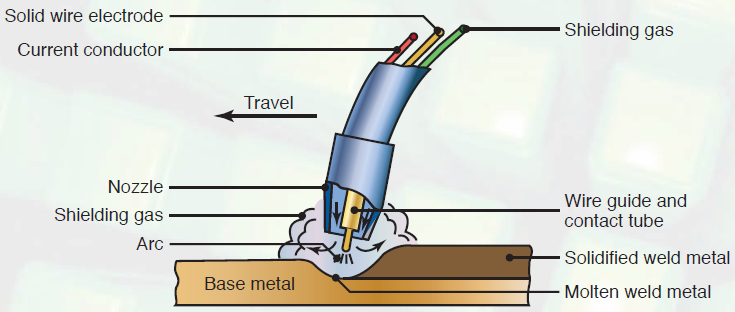
TIG 焊接如何工作?

TIG 焊接
TIG 焊接中金属的连接是由于工件(要连接的金属)和非消耗性钨电极之间产生的热量。
您还需要使用保护气体来保护焊接部分免受污染。
污染物可以是氧气或氮气的形式,这可能导致:
- 孔隙率
- 熔合缺陷
- 脆化
请记住,保护气体的选择取决于您想要进行 TIG 焊接的金属类型。
保护气体将保护:
- TIG 焊接过程中的加热区域
- 钨电极
- 熔融金属
根据当前的焊接工艺类型,您可以决定是否使用填充材料。
在 GTAW 技术中,您将两种金属熔化在一起以形成接头,而无需使用填充金属。
在 TIG 焊接过程中,您将把钨电极放入 TIG 焊枪中。
TIG 焊枪会产生电弧。
电弧是由于电流通过非消耗性钨电极而产生的。
在焊接过程中,保护气体从压缩系统流入焊接区域。
大多数情况下,您可以用双手,一只手握住 TIG 焊枪,另一只手拿填充金属。
清洁要焊接的金属表面后,打开 TIG 焊机。
根据机器的设计,您可以打开 TIG 焊枪的气体。
保护气体将开始流动,从而保护您想要焊接的区域。
将 TIG 焊枪放在要焊接部分的正上方。
TIG 焊枪和要焊接的接头之间的距离应该使得两者之间没有直接接触。
接下来,你应该踩下脚踏板,焊枪就会接触电极,并开始产生电弧。
电弧会熔化您想要连接的两种金属,从而形成一滩金属。
然后,您可以通过将焊丝插入电弧来手动填充接头。
因此,它将在两种金属之间产生完美的接合。
图 3 TIG 焊接工艺 - 图片来源:维基百科
手工 TIG 焊接和自动 TIG 焊接有什么区别?
手工 TIG 焊接适用于小而薄的材料。在此过程中,您可以机械或手动引入填充材料。
大多数情况下,手工 TIG 焊接适用于小规模焊接应用。
自动 TIG 焊接适用于大规模生产。此时,在焊接过程中,填充材料(如果使用)和 TIG 均自动引导。
MIG 焊接和 TIG 焊接有什么区别?
不同之处在于:
|
MIG 焊接 |
TIG 焊接 |
| 它指的是金属惰性气体(MIG)焊接,金属活性气体(MAG)焊接或气体金属电弧焊(GMAW) |
它指的是氦弧焊、钨极惰性气体保护焊 (TIG) 或气体保护钨极电弧焊 (GTAW) |
|
使用消耗性电极 |
使用非消耗性电极 |
| 焊接质量不太高 |
产生非常高质量的焊缝 |
|
与高沉积速率相关 |
与高沉积速率相关 |
| 氩气通常用作保护气 |
可以使用氦气、氮气、氧气或这些气体的混合物 |
|
可能不需要高技能的焊工 |
需要高技能的焊工 |
| 焊接过程比 TIG 焊接相对较快 |
处理速度比 MIG 焊接慢 |
|
电极可以充当填充材料,因为它熔化 |
电极不作为填充材料。因此,您需要单独提供填充材料。 |
|
母材将决定电极的冶金成分 |
大多数电极由钨和其他合金金属制成 |
| 最适合均质焊接 |
最适合自熔焊接,但您可以通过使用额外的填充物将其用于均质焊接 |
|
电极直径小,长度较长 |
电极短,直径较大 |
| 填料沉积速度更快 |
填充物沉积速度较慢 |
除了这些差异之外,MIG 焊接和 TIG 焊接还有一些相似之处,例如:
我。 您打算使用 MIG 焊接或 TIG 焊接连接的材料应具有导电性
二。 这些是依靠电弧连接金属的熔焊工艺
三. 他们使用裸电极
四、 您可能需要保护材料免受污染的保护气体
MIG 焊接
TIG 焊接有哪些应用?
您可以使用 TIG 焊接制造一系列结构产品,例如 电器外壳、门框、窗框、水箱等
TIG 焊接适用于大多数工业制造,特别是涉及以下领域的制造:
- 焊接小直径截面
- 薄壁焊接应用
此外,您应该记住,TIG 焊接适用于:
- 不锈钢
- 镁合金、铝合金等有色金属材料
当然,除了锌及其合金之外,你可以将它用于大多数金属。
您还可以使用它来焊接异种金属。
但是,您应该选择合适的填充材料。
脉冲电流气体钨极电弧焊有哪些优点?
这些工艺的主要优点包括:
我。 可以更好地控制焊池
二。 热量输入低
三. 减少工件变形
四、 提高焊接速度和焊接渗透率
TIG 焊接中的高频启动是什么?
有了这个功能,您不需要敲击工件就能产生电弧。
一旦激活 TIG 焊枪,只要工件和电极之间的距离约为 1 英寸,它就会自动产生电弧。
它是通过瞬间的高压和电压“跳过”工件和电极之间的间隙来实现的。
TIG 保护气体应流动多长时间?
在开始焊接之前,保护气体应该开始流动。
在 TIG 焊接过程中它应该继续流动。
然后,当您停止焊接后,它应该继续。
通过这种方式,它将完全保护焊接表面免受任何形式的污染。
没有保护气可以进行 TIG 焊接吗?
不。
如果没有保护气体,非消耗性钨将会燃烧,同时会污染焊缝。
此外,焊接不会穿透工件。
除氦弧焊外,还有哪些其他类型的金属焊接技术?
其他类型的金属焊接技术包括:
- 等离子弧焊
- 气体保护金属电弧焊
- 气体保护钨极电弧焊
- 原子氢焊接
- 焊条电弧焊
- 能量束焊接
- 药芯焊丝电弧焊
什么原因导致 TIG 焊接中出现针孔?
它们是由水和污垢等污染物造成的。
氢是这里的主要因素。
因此,每当溶解气体来自焊接池时,就可能会出现针孔。
您能用氩气作为保护气体来对低碳钢进行 TIG 焊接吗?
当然——您将使用纯氩作为保护气体,以保护焊接池免受可能的污染。
TIG 焊接能产生更坚固的接头吗?
是的。
TIG 焊接比大多数焊接技术能产生准确、清洁且牢固的焊接。
是否可以使用 GTAW 焊接 100% 纯氩?
您可以在低碳钢上使用它。
但是,它会产生窄而深的焊缝。
一般情况下,不建议用于大多数 TIG 焊接。
TIG 焊接中划痕起始的要求是什么?

TIG 焊接
如果您使用从头开始,您将需要以下内容:
- 直流焊条电焊机
- 空气冷却的 TIG 焊枪
- 流量计
- 钢瓶氩气
在 TIG 焊接过程中可以使用水作为冷却剂吗?
有时,TIG 焊枪在焊接过程中可能会太热。
在这种情况下,您可以使用水冷 TIG 焊枪。
TIG 焊接过程中最常见的问题是什么?
TIG 焊接过程中最常见的一些问题包括:
1. 气体没有正确覆盖焊缝
TIG 焊接依靠保护气体来保持表面不受任何可能的污染。
通常,气体覆盖不佳主要有以下三种情况:
- 只有少量气体流向焊缝
- 过量的保护气体流向焊缝
- 保护气被吹走
无论哪种情况,以下任何一种方法都可以有所帮助:
我。 确保使用正确成分的气体
二。 检查软管或接头是否有泄漏
三. 确保将气体流速设置为推荐值
2. TIG 焊接时使用错误极性
如果使用的极性不正确,则可能会遇到一些缺陷。
例如,当您在加工铝时将机器的极性设置为 DCEN 时,您会发现很多缺陷。
在这种情况下,加工铝时应将极性设置为 AC。
3. 焊缝中存在晶粒状物质
首先,确保您使用的是正确的填充材料。
二是要清洁填充材料,防止任何可能存在的水分或油脂等污染物。
4. TIG 焊接过程中缺乏适当的熔合
造成这种现象的原因可能如下:
- 填料进料不一致
- 割炬距离工件太远
- 使用不适当的配件等。
在这种情况下,减少电弧长度将有助于增加焊接过程中的渗透力。
您可以选择基于逆变器的 TIG 焊机,因为它们可以更好地控制电弧。
5. 焊缝末端的凹坑
当您突然移除填充棒或瞬间降低焊接功率时,很可能会出现焊坑。
通过连续供给填充材料并降低电流,可以消除凹坑。
此外,还有带有焊坑控制的机器——这种机器将帮助您获得完美的 TIG 焊接。
6. 无法控制足弓长度
在 TIG 焊接过程中,应保持工件和电极之间的距离恒定。
请记住,电弧的长度决定了焊接的电压和质量。
7. 焊接表面氧化(糖化)
它通常是由于污染而发生的。
因此,为了防止这种情况,应该使用氩气进行反吹扫。
或者,您也可以降低焊接的电流强度。
8. 工件变色
这是由于过热造成的,您可以通过以下方式控制:
- 降低电流强度
- 缩短弧长
- 稍微增加行驶速度
这些是您在 TIG 焊接过程中会遇到的一些最常见的挑战。
您可以通过遵循建议的说明、清除污垢和维护 TIG 焊机来轻松避免这些问题。
对于有关 TIG 焊接的任何挑战或疑问, 立即联系我们.