

Pembuatan lembaran logam menawarkan metode yang murah dan efisien untuk memproduksi penutup elektronik.
Biasanya, penutup logam ini memiliki biaya material yang jauh lebih rendah dibandingkan dengan Mesin CNC jenis.
Panduan ini menguraikan segala sesuatu yang perlu Anda ketahui tentang proses fabrikasi penutup lembaran logam.
Teruslah membaca.
Alat dan Peralatan Pembuatan Penutup Logam Lembaran

Penutup Lembaran Logam
Banyak peralatan dan perkakas yang digunakan dalam proses pembuatan rangka logam lembaran. Beberapa mesin dan perkakas yang umum digunakan antara lain:
- Perangkat lunak desain CAD
- pemotong laser
- Mesin pelubang CNC
- Mesin kombinasi laser/punch
- Tukang las robotik
- Mesin pelipat, seperti pelipat robotik otomatis, pembengkok panel otomatis, dan rem tekan manual.
- Peralatan mesin CNC
- Mesin bagian putar presisi
- Mesin pengukur koordinat (CMM)
- Pabrik pelapis bubuk
Proses Pembuatan Penutup Lembaran Logam
Langkah 1: Konsep dan Desain untuk Penutup Lembaran Logam
Ini merupakan tahap integral dari proses fabrikasi penutup lembaran logam.
Ini dapat menentukan pengaruh efisiensi biaya dan pendekatan produksi terbaik dari proses fabrikasi.
Tahap ini melibatkan penentuan spesifikasi penutup lembaran logam berdasarkan desain Anda.
Sketsa kasar akan dibuat untuk memahami luasnya proses fabrikasi.
Setelah menyelesaikan semua detail, tim teknik akan membuat gambar penutup lembaran logam akhir.
Di sini, perhitungan menyeluruh dilakukan untuk menentukan tingkat tegangan pada berbagai bagian penutup.
Evaluasi dan perhitungan ini akan menentukan proses selanjutnya dari pemasangan penutup lembaran logam.
Langkah 2: Pemotongan
Langkah awal dalam setiap proses fabrikasi lembaran logam sedang memotong. Dalam prosedur ini, Anda harus memastikan bahwa semua pengukuran gambar dipotong dengan ukuran yang akurat.
Ini adalah salah satu langkah paling vital karena bila pengukurannya tidak akurat maka keseluruhan penutup logam tidak akan dapat dibuat dengan baik.
Proses pemotongan lembaran logam dilakukan dengan menggunakan sejumlah alat pemotong sederhana hingga canggih.
Misalnya, pemotongan merupakan teknik umum untuk memotong lembaran logam pada penutup elektronik.
Meskipun demikian, mesin laser ultra-modern digunakan untuk memotong bahan keras khusus, paduan khusus, dan logam mulia.
1. Pemotongan Dengan Geser
Di sini, gaya geser diberikan oleh 2 alat, satu di atas dan satu lagi di bawah lembaran logam. Baik bilah atas dan bawah atau punch dan die, alat di atas memberikan gaya ke bawah yang cepat ke lembaran logam yang bertumpu pada alat di bawah.
Biasanya, Anda meninggalkan sedikit jarak antara margin alat atas dan bawah.
Hal ini memudahkan pemisahan material penutup. Ukuran celah biasanya 2 hingga 10 persen dari ketebalan lembaran logam.
Ada beberapa proses pemotongan lembaran logam yang menggunakan gaya geser untuk memisahkan material dari blok lembaran logam dengan berbagai cara.
Dengan menerapkan banyak operasi bersama-sama, Anda dapat membuat penutup lembaran logam dengan profil dan potongan geometri 2D apa pun.
Teknik pemotongan geser yang umum digunakan dalam proses fabrikasi lembaran logam meliputi:
2. Geser
Terminologi pencukuran dengan sendirinya menunjukkan prosedur pemotongan khas yang memberikan potongan linier untuk membagi lembaran logam untuk fabrikasi penutup elektronik.
Biasanya, Anda menerapkan pemotongan untuk memotong lembaran logam yang sejajar dengan garis luar yang sudah ada dan dibuat persegi.
Meskipun demikian, Anda juga dapat membuat potongan miring.
Untuk masalah ini, pemotongan terutama digunakan untuk memotong lembaran logam menjadi ukuran yang lebih kecil sebagai persiapan untuk proses fabrikasi penutup logam lainnya.
Operasi pemotongan dilakukan dengan menggunakan mesin geser yang umumnya disebut geser daya atau geser kuadrat.
Anda dapat mengoperasikan peralatan secara manual, atau dengan tenaga pneumatik, hidrolik, atau listrik.
Mesin geser biasa terdiri dari:
- Meja yang memiliki lengan pendukung untuk menahan lembaran logam
- Panduan atau pemberhentian untuk mengamankan lembaran
- Pisau tepi lurus atas dan bawah
- Alat pengukur untuk memposisikan lembaran logam secara akurat
Lembaran logam diposisikan di antara bilah atas dan bawah. Anda kemudian menekan bilah-bilah tersebut pada lembaran logam, memotongnya sesuai ukuran yang diinginkan.
Pada sebagian besar mesin geser, bilah bawah tetap diam sementara bilah atas ditekan ke bawah.
3. Kosong
Kosong mengacu pada prosedur pemotongan di mana Anda melepaskan potongan lembaran logam dari potongan stok yang lebih besar dengan memberikan gaya geser yang cukup.
Potongan yang dibuang, disebut bagian kosong, bukanlah limbah melainkan bagian penutup lembaran logam yang diinginkan.
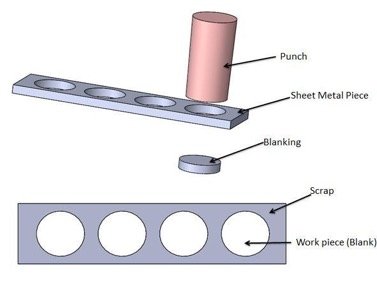
Blanking Lembaran Logam
Anda dapat menerapkan blanking untuk memotong bagian penutup elektronik dalam hampir semua bentuk 2D.
Namun, metode ini digunakan untuk memotong potongan-potongan yang memiliki geometri sederhana yang akan mengalami pembentukan tambahan selama proses pembuatan penutup lembaran logam berikutnya.
Operasi blanking membutuhkan mesin press blanking, die blanking, dan blanking punch. Anda meletakkan lembaran logam di atas die dalam mesin press blanking.
Daripada memiliki rongga, cetakan tersebut memiliki potongan dengan bentuk bagian penutup logam yang dibutuhkan.
Anda harus membuat cetakan khusus kecuali jika Anda ingin membentuk bentuk standar.
Di atas lembaran logam terdapat blanking punch, yaitu alat yang memiliki bentuk sesuai bagian penutup yang dibutuhkan.
Baik punch maupun die biasanya dibuat menggunakan karbida perkakas atau baja.
Pada kecepatan tinggi, pengepres hidrolik mendorong pukulan ke bawah ke dalam lembaran logam.
Terdapat celah kecil, biasanya 10 hingga 20 persen dari ketebalan lembaran, antara cetakan dan lubang.
Ketika pukulan blanking menghantam material, lembaran logam dalam celah tersebut dengan cepat tertekuk dan kemudian terpisah.
Benda kerja kosong yang dipotong dari lembaran logam jatuh bebas ke dalam rongga di dalam cetakan.
Selain itu, prosedurnya sangat cepat, dengan mesin press blanking tertentu memiliki kapasitas untuk melakukan lebih dari 1000 gerakan setiap menit.
4. Blanking Halus
Blanking halus mengacu pada jenis blanking khusus di mana Anda menggeser blanko dari lembaran logam dengan mengerahkan tiga gaya terpisah.
Teknik ini menghasilkan bagian penutup logam dengan tepi lebih halus, gerinda minimal, kerataan lebih baik, dan toleransi kekencangan ±0,0003.
Dalam hal ini, Anda dapat mengosongkan komponen penutup elektronik berkualitas tinggi yang tidak memerlukan pemrosesan tambahan.
Meski demikian, perkakas dan peralatan ekstra memang menambah biaya awal, membuat blanking halus lebih disukai untuk fabrikasi penutup lembaran logam bervolume tinggi.
Mayoritas peralatan dan perkakas yang digunakan dalam blanking halus sama dengan blanking konvensional.
Meski begitu, seperti disebutkan sebelumnya, fine blanking melibatkan pengerahan tiga gaya.
Yang pertama adalah gaya penjepitan ke bawah yang diberikan pada permukaan atas lembaran logam. Mekanisme penjepit mencengkeram pelat pemandu dengan kuat pada lembaran logam dan dijepit pada posisinya oleh cincin penjepit.
Kadang-kadang disebut sebagai penyengat, cincin benturan mengelilingi perimeter lokasi pemblokiran.
Proses blanking halus menerapkan gaya kedua di bawah lembaran logam, tepat di depan pukulan, melalui “bantalan”.
Peran bantalan adalah untuk memberikan gaya penyeimbang selama operasi pemadatan dan kemudian melepaskan benda kosong tersebut.
Kedua gaya ini meminimalkan tekukan pada lembaran logam dan meningkatkan kerataan benda kerja.
Gaya ketiga diberikan oleh pukulan blanking yang bekerja pada lembaran logam dan memotong benda kerja pada bukaan cetakan.
Jarak bebas antara die dan punch lebih kecil saat menerapkan blanking halus dalam proses fabrikasi penutup lembaran logam.
Jarak bebasnya sekitar 0,001 inci, dan proses blanking dilakukan pada kecepatan yang lebih lambat.
Akibatnya, alih-alih lembaran logam pecah untuk melepaskan benda kerja, benda kerja yang terbentuk mengalir dan diekstrusi dari lembaran. Ini menghasilkan tepi yang lebih halus.
5. Pukulan
Pelubangan mengacu pada proses pemotongan lembaran logam di mana Anda menghilangkan sepotong material dengan memberikan gaya geser yang cukup.
Melubangi sama dengan membuat blanking, yang membedakan adalah potongannya berupa potongan besi tua.
Material yang dibuang, dikenal sebagai slug, meninggalkan profil fitur interior yang diperlukan pada lembaran logam, seperti celah atau lubang.
Anda dapat menggunakan pelubangan untuk membuat potongan dan lubang dengan berbagai bentuk dan ukuran.
Biasanya, lubang yang dilubangi memiliki bentuk geometris sederhana (persegi panjang, persegi, lingkaran, dsb.) atau campurannya.
Tepi bagian penutup lembaran logam punch ini akan memiliki beberapa gerinda akibat pemotongan yang kualitasnya cukup baik.
Secara umum, Anda perlu melakukan operasi penyelesaian tambahan untuk mendapatkan tepi yang lebih halus.
Penerapan pelubangan pada proses fabrikasi penutup lembaran logam memerlukan alat tekan pelubang, cetakan, dan pelubang.
Anda menempatkan lembaran logam di tengah-tengah alat pelubang dan cetakan di mesin pres pelubang.
Cetakan, yang terdapat di bawah lembaran logam, memiliki potongan yang dibentuk sesuai bagian penutup yang diinginkan.
Di atas lembaran, mesin pres mencengkeram pukulan yang juga dibentuk sesuai bagian yang diinginkan.
Pada kecepatan tinggi, mesin pres punch mendorong punch ke bawah terhadap lembaran logam dan ke dalam cetakan di bawahnya.
Terdapat celah antara cetakan dan batas pukulan, yang menyebabkan lembaran logam cepat bengkok dan patah.
Slug yang Anda buat dari lembaran logam jatuh bebas melalui lubang cetakan yang meruncing. Anda dapat melakukan proses pembuatan penutup lembaran logam ini menggunakan mesin press manual, meskipun mesin press CNC sudah umum saat ini.

Pelubangan Penutup Logam Lembaran
Proses pelubangan yang umum melibatkan pelubang silinder yang menembus lembaran logam, sehingga menciptakan satu lubang.
Meskipun demikian, ada sejumlah proses yang dapat Anda terapkan untuk membuat berbagai fitur.
Berikut adalah teknik pelubangan lain yang dapat Anda gunakan dalam proses pembuatan penutup lembaran logam:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6. Pemotongan Tanpa Geser
Di sini, proses pemotongan menggunakan mekanisme lain, seperti abrasi atau energi termal.
Bentuk pemotongan ini diterapkan dalam proses fabrikasi penutup lembaran logam industri, yang memerlukan presisi dan waktu pemrosesan yang cepat.
Beberapa teknik pemotongan tanpa geser yang populer yang digunakan selama proses pembuatan penutup lembaran logam meliputi:
7. Pemotongan Sinar Laser
Pemotongan laser menggunakan sinar laser berkekuatan tinggi untuk memotong lembaran logam.
Rangkaian lensa dan cermin mengarahkan dan memusatkan sinar cahaya berenergi tinggi ke permukaan lembaran tempat Anda seharusnya memotong.
Ketika biji cahaya mengenai permukaan, energinya meleleh dan menguapkan lembaran logam di bawahnya.
Semburan gas digunakan untuk meniup keluar sisa uap atau logam cair dari potongan.
Anda secara tepat mengontrol posisi sinar laser yang sesuai dengan lembaran logam untuk memungkinkan laser mengambil jalur pemotongan yang diperlukan.
Teknik pemotongan ini dilakukan pada mesin pemotongan laser.
Laser berbasis CO2 yang memiliki daya sekitar 1000-2000 watt merupakan jenis laser yang paling umum diaplikasikan dalam pemotongan lembaran logam.
Meskipun demikian, Nd-YAG dan Nd kadang-kadang digunakan dalam proses fabrikasi penutup lembaran logam berdaya sangat tinggi.
8. Pemotongan Plasma
Pemotongan plasma memanfaatkan aliran gas terionisasi (plasma) terkonsentrasi untuk memotong bahan lembaran logam.
Plasma mengalir pada kecepatan dan suhu yang luar biasa tinggi dan nosel mengarahkannya ke titik pemotongan.
Lembaran logam mencair saat plasma mengenai permukaan di bawahnya. Aliran gas terionisasi dari nosel kemudian meniup logam cair dari potongan.
Perlu adanya kontrol posisi aliran plasma yang tepat terhadap lembaran logam. Hal ini memungkinkannya mengikuti jalur pemotongan yang diperlukan.
Pemotongan plasma dilakukan menggunakan obor plasma yang dapat digenggam, atau lebih populer, dikendalikan komputer.
Mesin pemotong plasma CNC memungkinkan Anda membuat pemotongan yang rumit dan akurat selama proses fabrikasi penutup lembaran logam.
Berbeda dengan pemotongan laser, teknik ini tidak memerlukan perkakas fisik apa pun.
Hasilnya, pemotongan plasma menurunkan biaya awal dan memfasilitasi fabrikasi penutup lembaran logam volume rendah yang hemat biaya.
Selain itu, kemampuan pemotongan plasma sedikit berbeda dari pemotongan laser.
Meskipun kedua metode dapat memotong hampir semua bentuk 2D dari lembaran logam, Anda tidak dapat mencapai presisi dan tingkat akhir yang sama dengan pemotongan plasma.
Anda mungkin memiliki tepi yang kasar, khususnya saat menggunakan lembaran logam yang lebih tebal untuk fabrikasi penutup.
Selain itu, permukaan material akan membentuk lapisan oksida yang dapat dihilangkan melalui proses sekunder.
Namun demikian, pemotongan plasma memiliki kemampuan untuk memotong lembaran logam yang lebih tebal dibandingkan dengan pemotongan laser.
Hal ini memungkinkan penggunaannya dalam fabrikasi penutup di luar lembaran logam.
9. Pemotongan Waterjet
Pemotongan jet air menerapkan aliran air berkecepatan tinggi untuk memotong lembaran logam.
Biasanya, air terdiri dari partikel abrasif yang diperlukan untuk mengikis material dan mengalir dalam aliran tipis dengan kecepatan tinggi, sekitar 2000 kaki/detik.
Akibatnya, semburan air memberikan tekanan yang sangat tinggi (sekitar 60.000 psi) pada titik potong lembaran logam. Hal ini dengan cepat mengikis material.
Biasanya, posisi pancaran air dikontrol komputer untuk membuatnya bergerak sepanjang lintasan pemotongan yang diperlukan.
Anda dapat menggunakan pemotongan jet air untuk memotong hampir semua bentuk 2D dari lembaran logam.
Lebar potongan sering berkisar antara 0,002 hingga 0,06 inci dan menghasilkan tepi berkualitas baik.
Lebih jauh lagi, penyelesaian sekunder tidak diperlukan karena pemotongan jet air tidak membentuk gerinda.
Lebih jauh lagi, deformasi panas tidak menjadi masalah dalam pemotongan lembaran logam dengan jet air.
Hal ini karena tidak ada panas yang digunakan untuk melelehkan material seperti yang terjadi pada pemotongan plasma dan laser.
Langkah 3: Membengkokkan Lembaran Logam
Pembengkokan mengacu pada penerapan gaya pada lembaran logam, membuatnya melengkung pada sudut tertentu dan menciptakan bentuk penutup yang diinginkan.
Membengkokkan lembaran logam operasi menyebabkan deformasi sepanjang sumbu tunggal.
Namun, Anda dapat melakukan serangkaian berbagai prosedur berbeda untuk membentuk bagian penutup yang rumit.
Lengkungan penutup lembaran logam dapat memiliki beberapa parameter berbeda seperti yang ditunjukkan pada diagram di bawah.

Pembengkokan Penutup Logam Lembaran
Proses pembengkokan menyebabkan kompresi dan tegangan di dalam lembaran logam. Selain itu, bagian luar material akan mengalami tegangan dan memanjang hingga panjang yang cukup besar.
Selain itu, tindakan pembengkokan mengakibatkan ketegangan dan kompresi pada lembaran logam, sementara bagian dalamnya mengalami kompresi dan menyusut.
Sumbu netral menunjukkan garis batas dalam lembaran logam, di mana tidak ada gaya tekan atau tarik.
Karena fakta ini, panjang sumbu ini tetap konstan.
Anda dapat menghubungkan penyesuaian panjang di permukaan internal dan eksternal dengan panjang datar awal dengan 2 parameter.
Kedua variabel tersebut adalah deduksi tekukan dan kelonggaran tekukan, yang diilustrasikan dalam diagram di bawah.

tekuk Sumbu Netral
Faktor K menunjukkan sumbu netral pada lembaran logam. Anda menghitungnya sebagai rasio sumbu netral terhadap ketebalan material.
Faktor K bergantung pada sejumlah parameter, seperti material, sudut tekuk, operasi tekuk, dll.). Biasanya, nilainya lebih besar dari 0,25, meskipun tidak dapat melampaui 0,50.
Selama pembengkokan lembaran logam, tegangan yang tersisa dalam material akan membuatnya kembali ke bentuk semula setelah prosedur pembengkokan.
Karena pemulihan elastis ini, Anda harus membengkokkan lembaran logam dengan jumlah tertentu untuk mencapai sudut tekuk dan radius yang diinginkan.
Anda akan memiliki radius tekukan akhir yang lebih besar dibandingkan dengan yang awalnya dibentuk, ini merupakan tambahan pada sudut tekukan akhir yang lebih kecil.
Faktor springback, KS adalah rasio sudut tekuk akhir terhadap sudut tekuk awal.
Derajat pegas kembali bergantung pada berbagai variabel, termasuk material, proses pembengkokan, serta radius dan sudut pembengkokan awal.

Springback dalam Pembengkokan Lembaran Logam
Umumnya, operasi pembengkokan pada proses fabrikasi penutup lembaran logam dilakukan pada mesin yang dikenal dengan nama press brake.
Pengoperasian peralatan dapat dilakukan secara manual atau otomatis.
Press brake terdiri dari alat bawah yang disebut die dan alat atas yang disebut punch. Anda memposisikan lembaran logam di antara 2 alat ini selama proses pembengkokan.
Anda meletakkan lembaran logam dengan hati-hati di atas cetakan dan mencengkeramnya pada posisi tersebut menggunakan pengukur belakang. Pukulan tersebut kemudian menurunkan dan memaksa material untuk menekuk.
Dengan mesin press rem otomatis, tenaga ram hidrolik memaksa pukulan ke dalam lembaran logam.
Kedalaman tusukan yang mendorong lembaran logam ke dalam cetakan menentukan sudut tekuk yang dicapai.
Perkakas standar umumnya digunakan untuk die dan punch. Namun, Anda dapat menggunakan perkakas khusus untuk proses pembengkokan khusus tetapi akan menimbulkan biaya tambahan.

Tekan Rem
Namun, masih ada beberapa teknik lain yang dapat Anda gunakan untuk pembengkokan selama proses fabrikasi lembaran logam.
Pembengkokan V
Dalam metode pembengkokan lembaran logam ini, die dan punch berbentuk seperti huruf “V”.
Pukulan tersebut mendorong lembaran logam ke dalam saluran berbentuk “V” di dalam V-die, sehingga membuatnya tertekuk.
Jika pukulan tidak mendorong material ke dasar rongga cetakan, sehingga menyisakan udara atau ruang di bawahnya, hal ini dikenal sebagai “pembengkokan udara”.
Akibatnya, alur-V harus memiliki sudut yang lebih tajam dibandingkan sudut yang Anda bentuk pada lembaran logam.
Ketika pukulan mendorong lembaran logam ke dasar rongga cetakan, hal ini disebut sebagai “bottoming”.
Dengan teknik ini, Anda memiliki kendali lebih besar atas sudut karena pegas kembali berkurang. Meskipun demikian, Anda akan memerlukan tekanan yang lebih berat.
Pada kedua metode, lebar bukaan cetakan, atau alur berbentuk “V” biasanya 6-18 kali ketebalan lembaran logam.
Angka ini dikenal sebagai rasio cetakan dan setara dengan membagi bukaan cetakan dengan ketebalan lembaran.
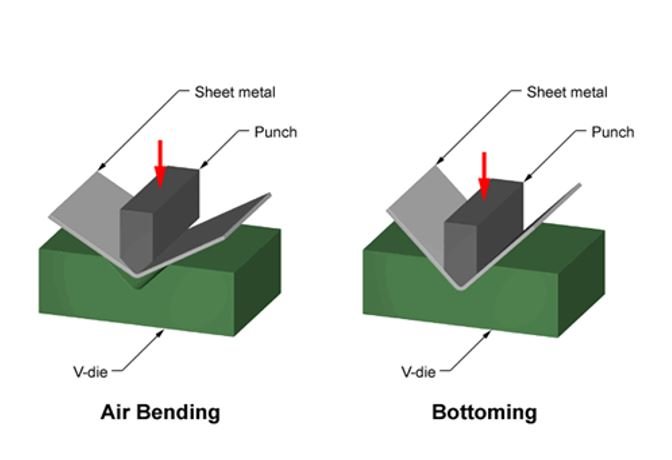
Pembengkokan V pada Lembaran Logam
Penghapusan Tekuk
Kadang-kadang disebut sebagai pembengkokan tepi, pembengkokan lap merupakan metode pembengkokan umum lainnya yang digunakan dalam proses pembuatan penutup lembaran logam.
Teknik pembengkokan ini mengharuskan Anda menahan lembaran pada cetakan penghapus menggunakan bantalan tekanan.
Pukulan tersebut kemudian mendorong tepi lembaran logam yang membentang melewati bantalan dan cetakan.
Lembaran logam akan melengkung melawan radius tepi alat penghapus.

Penghapusan Tekuk
Langkah 5: Teknik Penyambungan Untuk Membentuk Penutup Lembaran Logam
Bagaimana Anda memilih metode penyambungan logam yang tepat untuk penutup Anda?
Di sini, kami akan membantu Anda memutuskan teknik penyambungan yang tepat untuk diterapkan selama proses fabrikasi penutup lembaran logam:
Pengelasan Penutup Listrik
Ada beberapa kandang listrik pengelasan pilihan yang dapat Anda gunakan selama perakitan penutup lembaran logam.
Metode yang Anda terapkan bergantung pada jenis logam, ketebalan material, dan peralatan pengelasan.
Beberapa operasi pengelasan umum meliputi:
Pengelasan MIG
Ini mengacu pada operasi pengelasan busur di mana Anda memasukkan elektroda kawat tanpa ujung ke dalam kolam las melalui pistol las. Untuk melindungi kolam dari polusi, Anda juga memasukkan gas pelindung melalui pistol.
Pengelasan TIG
Metode pengelasan ini menggunakan elektroda berbasis tungsten yang dapat menyatu dan busur listrik untuk menghasilkan las. Teknik pengelasan ini sesuai untuk lembaran logam dengan ketebalan hingga 8 hingga 10 mm.
Pengelasan Laser
Pengelasan laser menggunakan resonator laser padat berdaya tinggi untuk melelehkan lembaran logam. Metode pengelasan ini memungkinkan Anda menghasilkan las yang konsisten dan berkualitas tinggi.
Penyambungan Mekanik
Penyambungan atau pengikatan mekanis sebagian besar berbeda dari proses pengikatan perekat atau pengelasan. Prosedur penyambungan ini memerlukan berbagai perangkat keras mekanis untuk mengikat beberapa komponen penutup menjadi satu.
Perangkat keras mekanik umum yang digunakan dalam teknik penyambungan ini yang digunakan dalam operasi fabrikasi penutup lembaran logam meliputi:
- Sekrup
- Baut
- Kacang, dan
- Paku keling
Disebut juga pengikat berulir, penyambungan mekanis menghasilkan sambungan yang lebih kuat dibandingkan sambungan perekat, meskipun tidak sekuat sambungan las.
Penyambungan mekanis dapat bersifat sementara atau permanen. Pengencang seperti mur, sekrup, dan baut merupakan teknik penyambungan sementara, sedangkan paku keling merupakan metode penyambungan yang bersifat permanen.
Tidak seperti proses pengelasan, Anda dapat mengganti atau menyesuaikan perangkat keras atau pengencang yang digunakan dalam penyambungan mekanis jika diperlukan.
Selain itu, berbeda dengan teknik pengelasan, Anda tidak memerlukan panas dalam prosedur ini, sehingga menghilangkan risiko deformasi dan perubahan warna lembaran logam.
Ikatan Perekat
Sebagian besar produsen menggunakan metode penyambungan dan pengelasan mekanis untuk komponen struktural jika menyangkut proses fabrikasi penutup lembaran logam yang canggih.
Perekat digunakan secara estetis untuk detail tambahan pada kasus di mana pengencang dan pengelasan tidak boleh terlihat.
Mirip dengan penyambungan mekanis, ikatan perekat sangat ideal untuk ini karena tidak akan mengubah warna atau merusak logam, berbeda dari teknik pengelasan.
Lebih jauh lagi, ikatan perekatnya mudah disembunyikan.
Hal ini karena perekat pada dasarnya disembunyikan di antara 2 substrat, dan ini dapat memberikan peningkatan estetika dibandingkan dengan pengencang mekanis dan pengelasan.
Namun, ikatan perekat juga memiliki kekurangan, meski menawarkan solusi estetika yang bagus.
Kelemahan utama penggunaan perekat dalam proses fabrikasi penutup lembaran logam adalah kekuatan sambungan.
Ikatan perekat merupakan teknik penyambungan lembaran logam yang paling tidak tahan lama di antara ketiga teknik penyambungan tersebut.
Selain itu, sangat penting untuk menguji perekat secara tepat pada penutup tertentu guna mencegah kegagalan.
Selain itu, perekat tertentu memerlukan peralatan yang memiliki konstruksi khusus untuk aplikasi yang tepat.
Misalnya, Anda harus mengaplikasikan perekat akrilik menggunakan peralatan baja tahan karat. Selain itu, meskipun metode penyambungan seperti pengelasan dapat dilakukan secara instan, perekat memerlukan waktu pengeringan.
Singkatnya, Anda dapat menerapkan lebih dari 1 teknik penyambungan selama operasi fabrikasi penutup lembaran logam. Sebagian besar desain penutup logam yang rumit memerlukan ketiganya.
Langkah 6: Penggilingan
Penggilingan mengacu pada operasi saat butiran logam menyentuh lembaran logam. Sebagian besar proses fabrikasi lembaran logam presisi menerapkan setidaknya beberapa derajat otomatisasi.
Mengasah bagian lembaran logam yang dilas merupakan proses yang sangat manual.
Anda perlu memberikan tekanan yang cukup pada sudut yang tepat untuk memungkinkan butiran cakram penggiling menghilangkan sebagian besar logam dalam waktu yang paling singkat.
Pada saat yang sama, penting untuk memastikan agar Anda tidak membuat cakram menjadi aus sebelum waktunya atau merusak alat pengasah.
Ada sejumlah parameter yang mesti dikelola secara efektif agar aliran komponen berjalan dengan sukses.

Penggilingan lembaran logam
Langkah 7: Pengamplasan
Setelah menggiling seluruh penutup lembaran logam, pengamplasan merupakan langkah berikutnya yang memastikan permukaan bersih dan mengilap sebelum penyelesaian akhir.
Proses ini juga memakan waktu dan penting dalam proses pembuatan penutup lembaran logam.
Langkah 8: Penyelesaian Akhir
Mirip dengan material, lapisan permukaan memberikan solusi berbeda untuk penggunaan penutup lembaran logam yang berbeda.
Tidak semua lapisan permukaan cocok secara proporsional untuk melindungi lembaran logam dalam kondisi yang berbeda-beda.
Oleh karena itu, penting untuk mempertimbangkan faktor-faktor berikut selama pemilihan lapisan akhir yang tepat untuk digunakan dalam proses pembuatan penutup lembaran logam:
- Di mana kandang akan ditempatkan; di dalam atau di luar ruangan.
- Suhu permukaan akhir akan mengalami
- Jenis bahan kimia yang mungkin terpapar pada hasil akhir
- Kekhawatiran terkait radiasi UV
Ada beberapa pelapis permukaan yang tersedia untuk meningkatkan ketahanan korosi suatu material. Mari kita lihat operasi pelapisan permukaan umum yang diterapkan selama proses fabrikasi penutup lembaran logam:
Pelapisan Serbuk
Pelapisan bubuk melibatkan bubuk termoplastik kering yang Anda aplikasikan secara elektrostatik dan diikatkan ke permukaan penutup logam dalam oven.
Secara luas dianggap sebagai standar industri untuk operasi penyelesaian permukaan, dan tersedia dalam berbagai warna, tekstur, dan tingkat kilap.
Salah satu keuntungan pelapisan serbuk adalah memberikan hasil akhir yang murah, berkualitas tinggi, dan sangat tahan lama.
Selain itu, tersedia dalam berbagai tekstur, misalnya, lapisan kasar sangat baik dalam menyembunyikan sidik jari, menjadikannya pilihan terbaik untuk penutup elektronik.
Pelapis serbuk akan memberikan lapisan tambahan pada penutup logam.
Perhatikan bahwa dimensi gambar menunjukkan bahan logam dasar dan bukan lapisan bubuk.
Oleh karena itu, sebaiknya Anda menetapkan tambahan 0,003” hingga 0,005” pada setiap sisi dimensi potongan Anda.
Jika tidak, potongannya mungkin tidak cukup besar, dan komponen penutup tidak akan pas.
Untuk menentukan lapisan bubuk yang diinginkan, cukup pilih lapisan bubuk dengan tekstur dan warna yang tepat untuk kebutuhan Anda.
Untuk desain fabrikasi penutup lembaran logam, lampirkan catatan tentang lapisan bubuk yang disukai.
Percetakan Digital dan Sablon
Ini adalah operasi penyelesaian permukaan yang diterapkan dalam proses fabrikasi penutup lembaran logam yang memberikan desain tampilan dan kesan yang luar biasa.
Teknik ini memungkinkan Anda menandai penutup logam secara jelas untuk mengidentifikasi port, sakelar, konektor, dan banyak lagi.
Percetakan digital juga merupakan pilihan yang tepat untuk grafis, seperti karya seni atau logo perusahaan. Percetakan digital telah menjadi pilihan utama bagi sebagian besar desainer.
Meski demikian, masing-masing metode memiliki kelebihannya sendiri. Hal ini membuat masing-masing metode cocok untuk aplikasi Anda yang berbeda.
Pelapisan Konversi Kimia
Pelapisan permukaan untuk penutup logam ini juga dikenal sebagai pelapis kromat atau chem-film. Aplikasi kromat pada permukaan lembaran logam menghasilkan permukaan yang tahan korosi dan tahan lama yang menampilkan konduktivitas listrik yang stabil.
Anodisasi
Anodisasi mengacu pada prosedur elektrokimia yang digunakan dalam penyelesaian permukaan logam non-ferrous. Umumnya diterapkan pada permukaan aluminium untuk membuatnya lebih keras dan tahan korosi.
Permukaan yang dianodisasi pada dasarnya menjadi bagian dari logam. Hasilnya, permukaan tersebut tidak akan terkelupas, terkelupas, atau mengelupas dan dalam penggunaan biasa, tidak akan pernah aus.

Penutup Lembaran Logam Anodized
Pelapisan Timah
Ini adalah proses perendaman sederhana yang melapisi timah murni pada lembaran logam. Operasi penyelesaian permukaan sering kali diterapkan untuk meningkatkan kemampuan solder, konduktivitas listrik, dan ketahanan terhadap korosi.
Lapisan Logam Telanjang
Umumnya, pelapis logam dasar tersedia dalam 3 bentuk dasar:
Tidak ada hasil akhir
Di sini, Anda menghilangkan gerinda pada penutup listrik tanpa finishing tambahan, dan mungkin akan muncul tanda pusaran atau goresan kecil. Ini adalah teknik yang menghemat biaya, meskipun hanya praktis untuk penutup logam yang akan digunakan di dalam ruangan.
Hasil akhir berbutir
Pada penyelesaian permukaan ini, Anda menghilangkan gerinda pada permukaan wadah logam, lalu memberinya arah serat linier yang jelas melalui penyikatan.
Selesai Jatuh
Menggunakan hasil akhir yang diputar selama proses pembuatan penutup lembaran logam akan menghaluskan dan memberikan hasil akhir non-arah melalui pemutaran di dalam media abrasif.
Saling melengkapi, material dan permukaan akhir terbaik untuk setiap penutup logam membantu menjaga peralatan yang rapuh agar lebih aman dan bertahan lebih lama. Ini adalah solusi yang menghasilkan penghematan biaya dan kinerja yang lebih baik.
Langkah 9: Pemeriksaan Kualitas Penutup Lembaran Logam

Kandang listrik yang sudah dirakit sepenuhnya
Setelah menyelesaikan proses fabrikasi penutup lembaran logam, produk memerlukan pengujian validasi sesuai dengan persyaratan operasinya.
Berikut ini adalah uji pemeriksaan kualitas yang akan dijalani oleh penutup logam sebelum meninggalkan bengkel produksi:
Uji Semprotan Garam
Uji semprotan garam berfungsi sebagai mekanisme percepatan pengujian kemampuan lapisan permukaan penutup untuk menahan korosi atmosfer. Uji ini juga disebut sebagai pengujian kabut garam.
Uji Gores
Pengujian gores menentukan ketahanan terhadap keausan dan abrasi pada material dan lapisan penutup logam. Ini adalah teknik yang sederhana dan cepat untuk mengkarakterisasi lapisan.
Namun, beberapa variabel memengaruhi hasil, termasuk sifat mekanis substrat, ketebalan lapisan, dan kekuatan ikatan antarmuka. Kondisi pengujian seperti radius ujung indentor, kecepatan goresan, dan beban juga memengaruhi hasil.
Uji Jatuh
Uji ini dirancang untuk menilai integritas struktural penutup logam. Uji jatuh biasanya dilakukan dengan menjatuhkan benda dari ketinggian tertentu ke permukaan penutup.
Uji Tarik Suhu Tinggi
Pengujian tarik suhu tinggi membantu dalam memeriksa perilaku material logam saat terkena campuran suhu dan tegangan tinggi.
Uji Suhu Rendah
Pengujian suhu rendah mengakses dampak suhu rendah pada kinerja, integritas, dan keamanan material penutup logam selama penggunaan. Pengujian ini ideal untuk memeriksa penutup logam yang akan mengalami kondisi suhu rendah selama masa pakainya.
Uji Perlindungan Masuk
Umumnya disebut pengujian IP, pengujian perlindungan masuk mengevaluasi kemampuan penutup logam untuk melindungi dari "masuknya".
Yaitu, perlindungan terhadap masuknya debu, air dan benda asing.
Untuk semua Anda kandang listrik dari Cina, hubungi KDMSteel sekarang.