

Coulée d'acier inoxydable : le guide complet
Avez-vous hâte de vous lancer dans le secteur du moulage en acier inoxydable ?
Quelle est votre expérience dans ce domaine ?
Aujourd’hui, je veux vous montrer comment couler de l’acier inoxydable avec succès.
Je sais, cela peut sembler un processus industriel complexe, mais je vais tout simplifier pour vous.
Alors, avant même d’entrer dans les détails du moulage en acier inoxydable, voici un bref aperçu de ce que vous apprendrez.
Regardez ça :
- Quelle est la signification du moulage en acier inoxydable ?
- Les meilleures nuances d'acier inoxydable pour la coulée
- Méthodes de moulage de l'acier inoxydable
- Processus de moulage en acier inoxydable étape par étape
- Contrôle des défauts de l'acier inoxydable lors de la coulée
- Normes et contrôle qualité de la fonderie d'acier inoxydable
- Facteurs affectant le coût de la coulée d'acier inoxydable
- Applications de la coulée d'acier inoxydable
- Forgeage et moulage d'acier inoxydable
- FAQ sur la coulée d'acier inoxydable
- Entreprise de moulage d'acier inoxydable – KDM Steel
Eh bien, cela va être un guide détaillé sur le moulage en acier inoxydable.
Continuez à lire pour en savoir plus. Allons-nous commencer ?
Qu'est-ce qu'un moulage en acier inoxydable ?
Il s’agit d’une pratique industrielle qui implique la formation d’un produit final en introduisant de l’acier inoxydable fondu dans un moule ou une combinaison de cavités de moule.
Dans un premier temps, les cavités du moule sont construites selon les formes prévues que le produit final doit prendre.
Ensuite, le type d’acier inoxydable requis est chauffé à haute température jusqu’à son point de fusion souhaité.
Cela transformerait ensuite le métal solide en un état liquide.
Enfin, le métal en fusion est versé dans la cavité, refroidi puis se solidifie jusqu'à obtenir la forme finale.
Le produit est ensuite extrait pour être nettoyé.

Pièces moulées en acier inoxydable – Photo avec l'aimable autorisation de Off Shore Direct Metals
Certaines mesures exemplaires peuvent être entreprises après la solidification, comme le traitement thermique.
Les inspections sont également essentielles pour vérifier si les produits possèdent les propriétés souhaitées telles que prescrites par l’acheteur.
Comme nous le verrons plus tard, le processus de moulage est séquentielle et implique différentes mesures.
Alors, comment ça se passe ? moulage en acier inoxydable différer de moulage forgé?
C'est l'une des questions les plus fréquemment posées.
Les moulages en acier inoxydable peuvent être composés de nombreuses compositions chimiques, contrairement aux moulages forgés qui peuvent n'avoir qu'un seul composant chimique majeur.
En outre, les moulages forgés sont produits mécaniquement par des moyens simples tels queroulement etforgeage dans le produit final.
Ceci s'oppose aux moulages en acier qui prennent la forme de moules simplement en les versant dans la cavité du moule.
Pour ces raisons, les pièces moulées en acier présentent des qualités exemplaires par rapport aux pièces moulées forgées, en particulier lorsqu'elles sont exposées à des conditions difficiles variées.
Cela étant dit, passons au segment suivant.
Donc,
Quelles sont les meilleures nuances d’acier inoxydable pour le moulage ?
Avant cela, notez que l’acier est un alliage métallique composé principalement de fer et de carbone ainsi que d’autres éléments.
Cependant, l'acier inoxydable est un alliage composé d'une grande quantité de chrome, généralement non inférieure à 10,5 % en masse.
Le reste de la masse est composé de fer.
Notamment, chrome est responsable de la résistance à la corrosion et donc toute augmentation de chrome rendrait le métal plus résistant à la corrosion.
De plus, outre le chrome, l'acier inoxydable est également composé d'autres ingrédients tels que :
- Molybdène
- Nickel
- Titane
- Cuivre
- Azote
- Phosphore etc.
Parmi tous ces composants mineurs, le molybdène est absolument unique.
Pourquoi?
Il améliore considérablement la résistance à la corrosion de l’acier inoxydable.
Aussi, molybdène est le produit chimique distinctif qui différencie les deux types d’acier inoxydable les plus couramment disponibles.
Ces types sont l’acier inoxydable 304 et l’acier inoxydable 316 – je parlerai des deux plus tard dans ce guide.
Il est donc évident qu’il existe plusieurs types d’acier inoxydable en dehors des deux types courants mentionnés.
La différence entre eux réside dans leur composition d’alliage distincte en raison de la différence de composition chimique et également de leurs propriétés physiques variées.
Cela mis à part.
Avant de commencer le processus de moulage, il est prudent de choisir d’abord les types d’acier inoxydable les plus appropriés.
N'oubliez pas que votre objectif principal en matière de casting est « la production de moulages de qualité ».
Par coïncidence, la qualité des moulages dépend du type d’acier inoxydable utilisé.
Par conséquent, les meilleures qualités pour le moulage sont :
- Acier inoxydable 304
- Acier inoxydable 316
Notez que ces deux types de métaux appartiennent tous à série de classe 300 de l'acier inoxydable.
Ce qui signifie qu'il s'agit d'alliages chrome-nickel.
Jetons un œil à chacun d’eux.
un) Acier inoxydable 304
Cette nuance appartient au groupe des aciers inoxydables austénitiques.
Qu'est-ce que l'acier inoxydable austénitique ?
Eh bien, ce groupe est constitué d'acier inoxydable à structure cristalline cubique microstructurée et à faces centrées.
Il s’agit d’ailleurs de la plus grande catégorie d’aciers inoxydables.
Ils représentent en réalité 75 % de tout l'acier inoxydable.
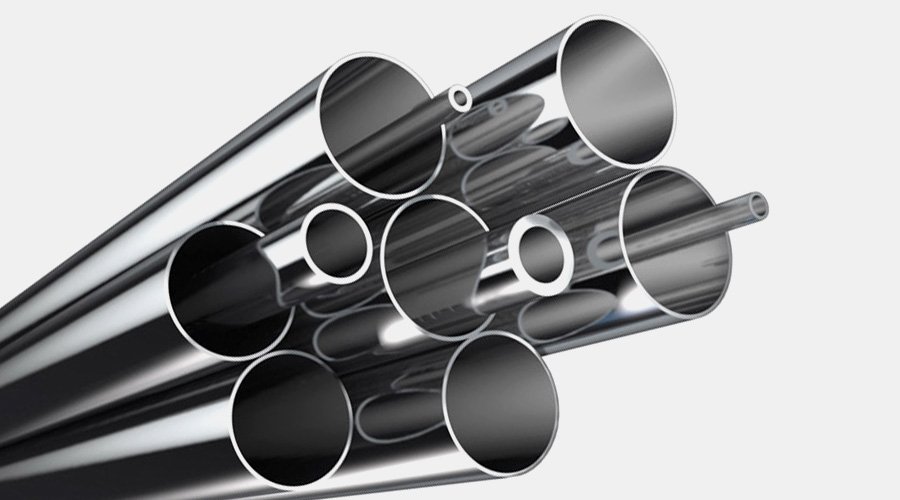
Tubes en acier inoxydable 304
Le SS304 est également communément appelé groupe 18/8.
Pourquoi?
Parce qu'il comprend du chrome et du nickel comme principaux contenus non ironiques d'environ 18% et 8 % respectivement.
Voici quelques caractéristiques notables de cette catégorie :
Il est très résistant à la corrosion résultant de diverses conditions environnementales ou atmosphériques.
Par conséquent, il est capable de résister à la plupart des agents oxydants tels que les solutions acides présentes dans l’environnement.
Cependant, il convient de noter que l'acier inoxydable 304 est sensible à la corrosion lorsqu'il est exposé à certaines conditions extrêmes telles que :
· Solutions de chlorure chaudes qui à leur tour entraînent une corrosion caverneuse
Les ions chlorure contenus dans cette solution forment des zones chimiques pénétrantes qui contournent la barrière oxydée du chrome.
Notez que cette barrière sert de bouclier protecteur contre toute réaction chimique externe indésirable qui pourrait dégrader le métal.
En raison de la formation de zones chimiques, les parties internes situées sous la couche protectrice sont ensuite compromises.
· Les zones climatiques salines comme les plaines côtières
En raison de ces limitations associées à l’acier inoxydable 304, le type 316 est un substitut fiable pour vous.
Surtout dans les cas où des conditions sévères de chlorure ou de solution saline sont impliquées.
Considérons maintenant les utilisations courantes de ce métal.
Applications de l'acier inoxydable 304
Ce métal est largement utilisé pour la fabrication de :
JE. Articles ménagers – principalement des appareils de cuisine et des équipements de transformation des aliments. Cela est dû au fait que ce métal est durable et peut également être désinfecté.
II. Matières premières industrielles – par exemple, pièces de machines, portes etc.

Pièces moulées en acier inoxydable
Il existe également quelques classes mineures d'acier inoxydable 304, à savoir : 304 H et 304 L.
Cependant, ils contiennent les mêmes composants en chrome et en nickel que le type 304.
De plus, ils sont également résistants à la corrosion.
Le « H » ici indique que le 304 H a une teneur en carbone légèrement plus élevée (0,04 – 0,1).
Le rendant adapté à une utilisation dans des procédures impliquant des applications à haute température et nécessitant un certain degré de résistance.
Le type 304 L a une composition en carbone faible ou inférieure, au plus 0,03 % de la masse totale.
Par conséquent, il est largement moins sensibilisé lors du soudage.
La sensibilisation dans ce contexte fait référence à la formation de carbures de chrome sur les joints de grains.
Cela se produit lorsque l'acier inoxydable est soumis à des températures extrêmes, identiques à celles des procédures de soudage.
Les carbures de chrome résultants minimisent considérablement la résistance à la corrosion du métal, en particulier le long des limites des grains.
C'est pour cette raison que l'acier inoxydable 304 L est adapté à vos procédés de soudage.
b) Acier inoxydable 316
Ce type de métal est la forme d'acier inoxydable la plus couramment disponible après le type 304.
Par coïncidence, les 304 et 316 possèdent des propriétés physiques et mécaniques très similaires.
La principale différence, comme mentionné précédemment, réside dans la présence de molybdène.
L'acier inoxydable 316 contient environ 3 % de molybdène.
Tout comme le 304, l'acier inoxydable 316 possède également une variété distincte de types différents, notamment le 316 L, F et H.

Acier inoxydable moulé
Encore une fois, chaque type est légèrement différent en raison de leurs compositions chimiques diverses.
Le 316 L est le type avec la plus petite quantité de carbone.
Encore une fois, il s’agit du type préféré pour de nombreuses pratiques de soudage car il ne présente aucune sensibilisation, comme indiqué précédemment.
En outre, il convient aux applications impliquant des plages de températures plus élevées et des risques de corrosion plus importants.
Pour cette raison, il est couramment utilisé dans les travaux maritimes et dans les industries de la construction.
Le grade 316 H, contrairement au L, contient des traces de carbone plus élevées, ce qui lui confère une résistance exemplaire même à haute température.
Voici les caractéristiques de l'acier inoxydable 316 :
I. Résistance parfaite à la corrosion – grâce à l’inclusion de molybdène, il est plus résistant aux facteurs très chroniques, en particulier aux solutions chlorées et aux conditions salines. N’oubliez pas que cette propriété le rend finalement supérieur au 304.
II. Il possède d’excellentes propriétés de formage et de soudage.
III. Il est simple à rouler et à casser, notamment pour la formation de différentes pièces destinées à être utilisées dans des applications industrielles.
Applications de l'acier inoxydable 316
I. Applications industrielles de traitement chimique – ceci est dû à sa résistivité et à son aptitude à être utilisé dans des conditions acides.
II. Fabrication d’équipements médico-chirurgicaux dans l’industrie pharmaceutique – ceci est dû à la nature non réactive du métal.
III. Fabrication d'échangeurs de chaleur, de pièces de moteurs à réaction et de pièces de pompes.
N'est-il pas plus facile de repérer les différences entre SS316 et SS304 ?
Si tel est le cas, pour comparer les deux, étudiez le tableau ci-dessous.
| Acier inoxydable 304 | Acier inoxydable 316 |
| Contient tous les autres éléments mineurs, mais pas le molybdène | Contient du molybdène 2-3% |
| Se corrode lorsqu'il est exposé aux chlorures et aux conditions salines. | Résistant aux solutions chlorées et aux conditions salines. |
| Capable de résister à la corrosion causée par la plupart des agents oxydants courants | Résiste à la corrosion de tous les agents et conditions défavorables |
| Facile à désinfecter, donc applicable dans la fabrication d'appareils de cuisine et d'alimentation. | Non réactif, donc adapté aux équipements médico-chirurgicaux, y compris les produits pharmaceutiques. |
Quel type est le plus adapté entre 304 et 316 ?
Je dirais que généralement, ces deux types sont très utiles.
Votre choix entre les deux dépendra toutefois des circonstances dans lesquelles vous envisagez d’utiliser le métal.
Pour les procédures pour lesquelles vos applications nécessitent une bonne formabilité, choisissez 304 plutôt que 316.
Ce dernier présente une faible formabilité.
De plus, si vous envisagez de travailler dans un environnement avec de nombreux agents corrosifs tels que des conditions marines et salines, choisissez le 316.
Si nous nous concentrons sur le coût, le 304 est alors le meilleur choix car il est relativement moins cher que le 316.
Enfin, pour les applications nécessitant une plus grande résistance et une plus grande dureté, choisissez le 316 plutôt que le 304.
Bonne chance avec ça.
Nous allons maintenant passer au segment suivant.
Je vais vous présenter les différentes méthodes de moulage de l'acier inoxydable. Passons à autre chose.
Méthodes de moulage de l'acier inoxydable
Nous limiterons notre discussion aux méthodes suivantes de moulage de l’acier inoxydable.

Coulée en acier inoxydable
De plus, cette pièce sera basée uniquement sur un type d'acier inoxydable.
Voici les méthodes courantes de moulage de l'acier inoxydable :
Moulage par cire perdue
- Coulée centrifuge
- Coulée continue
- Coulée au sable
- Coulée d'angle
- Coulée sous pression
- Coulée à la cire perdue
Nous allons maintenant nous aventurer dans chacun d’eux.
Moulage à la cire perdue en acier inoxydable
Il s'agit d'un procédé technique qui implique l'utilisation de cavités de moule construites et fabriquées en cire ou en mousse.
Les cavités du moule sont généralement conçues à partir d'un modèle spécifique qui doit être adopté par les pièces moulées.
Le modèle est généralement recouvert d'un matériau réfractaire afin de former ensuite le moule.
Plus tard, la cire fond lorsque le métal en fusion est versé dans les moules.
Le refroidissement et la solidification suivent ensuite.
Enfin, les moulages devraient maintenant être prêts.
Il est intéressant de noter que le terme « investissement » signifie « une couverture complète ».
Par conséquent, le moulage à la cire perdue fait simplement référence à la technique consistant à recouvrir entièrement le modèle en cire avec un matériau réfractaire.

Moulage par cire perdue
Voyons rapidement les étapes impliquées dans cette procédure.
I. Préparez d'abord un modèle en cire. Vous pouvez utiliser du plastique et de la mousse à la place de la cire. Cependant, la cire est la plus préférée car elle fond facilement et peut être réutilisée.
II. Selon le nombre de pièces à réaliser, vous pouvez fixer plusieurs modèles en cire pour un seul processus de moulage. De plus, vous pouvez relier les modèles en cire à la barre de cire. La barre servira plus tard de support central.
III. Ensuite, il est temps de fixer la coupelle en céramique à l'extrémité de la barre. À ce stade, nous avons maintenant une sorte d'arrangement. Cela comprendrait la barre de cire fixée avec des motifs et la coupelle. Une combinaison de ces arrangements ressemble à un arbre, pour cela, on l'appelle un « arbre ».
IV. Plongez maintenant le motif de l'arbre dans une barbotine de céramique. Notez qu'une couche de céramique se forme alors à la surface du motif. Pour épaissir la couche, vous devez continuellement plonger le motif dans la barbotine jusqu'à ce que l'épaisseur souhaitée soit atteinte.
V. Une fois que le revêtement en céramique est suffisamment épais, laissez le motif de l'arbre sécher à l'air libre.
VI. À ce stade, retournez l'ensemble maintenant durci et chauffez-le à une température moyenne comprise entre 90°C et 180°C. Cette chaleur fait fondre la cire qui s'écoule à son tour en laissant derrière elle la cavité du moule.
VII. Ensuite, chauffez la cavité du moule en céramique à une température extrêmement élevée d'environ 1000 F – 2000 F (550 ⁰C – 1100 ⁰C).
Il est très important de chauffer le moule à ce stade car la chaleur :
- Renforcer le moule.
- Fait fondre toute cire éventuellement emprisonnée lors du processus précédent.
VIII. Transférer ensuite le moule encore chaud dans un compartiment. Verser l'acier inoxydable déjà fondu dans le moule.
Alors pourquoi est-il important de couler le métal liquide pendant que le moule est chaud ?
Deux raisons ressortent :
- Pour favoriser la libre circulation du métal en fusion à travers la cavité du moule. En train de remplir chaque section mince de la cavité.
- Fournit une précision dimensionnelle parfaite car sinon la cavité du moule se rétrécirait pendant le processus de refroidissement.
IX. Une fois la cavité du moule remplie, laissez-la refroidir afin qu'elle se solidifie complètement.
X. Enfin, retirez le moule en céramique pour obtenir le moulage par cire perdue.
XI. Découpez les parties de « l’arbre » en les séparant distinctement.
Et voilà, vos pièces moulées sont désormais prêtes à l'emploi.
Simple, non ?
https://youtu.be/UrUsaGussfc
Avantages du moulage à la cire perdue en acier inoxydable
- Il est plus simple et plus facile de produire des sections extrêmement fines. En fait, des pièces étroites allant jusqu'à 0,15 pouce peuvent être produites.
- Les pièces moulées résultantes ont une meilleure précision dimensionnelle avec des tolérances de 0,76 mm.
- Ce procédé permet de couler pratiquement tous les métaux. Il est également adapté à la production de petites pièces moulées d'une masse maximale de 75 lb.
- Il est capable de couler des pièces extrêmement complexes avec une excellente finition de surface.
Les principaux inconvénients associés à cette technique sont les suivants :
- Relativement cher.
- De plus, cela demande beaucoup de travail et de compétences.
Acier inoxydable Coulée centrifuge
Parmi les méthodes de casting, celle-ci se démarque.
Contrairement aux autres qui utilisent la force de gravité et la pression pour remplir les moules, celui-ci utilise une forte force centrifuge.
Il est donc très adapté à la production de pièces cylindriques et de structures creuses.
Dans ce procédé, des moules cylindriques sont construits et la force centrifuge est utilisée pour produire les pièces moulées.
À leur tour, ces pièces moulées présentent les formes cylindriques des moules.
Habituellement, ces moules sont en métaux permanents et généralement fabriqués en acier ou en fer.

Coulée centrifuge
Les moulages centrifuges peuvent être réalisés des deux manières suivantes.
I. Coulée centrifuge verticale
II. Coulée centrifuge horizontale
La différence entre les deux repose sur la position d’inclinaison des moules cylindriques.
Pour la coulée centrifuge verticale, une combinaison de machines de coulée qui fait tourner les moules cylindriques sur un axe vertical est utilisée.
D'autre part, les machines de coulée centrifuge font tourner les moules autour d'un axe horizontal dans le processus de coulée centrifuge horizontale.
Bien que les mécanismes de production puissent être différents, le processus de coulée centrifuge est similaire pour les deux procédés.
Jetez un oeil à la procédure de coulée centrifuge.
I. Préparation des moules
Cette étape comprend une série de mesures entreprises pour rendre les moules cylindriques prêts à l’emploi.
Vous pouvez tremper le moule dans une bouillie de céramique pour enduire ses parois puis le sécher.
Une fois prêt, fixez les moules dans la centrifugeuse et allumez-la.
Laissez-le tourner autour de son axe à une vitesse extrêmement élevée d'environ 1100 tr/min.
II. Verser.
Transférez maintenant l'acier inoxydable fondu du four et versez-le immédiatement dans les moules rotatifs.
Cette étape peut être difficile à réaliser manuellement, vous pouvez donc utiliser une machine de remplissage automatisée.
Grâce à la force centrifuge, le métal en fusion est réparti uniformément le long des parois de la cavité à mesure que le moule se remplit.
Les liquides denses sont attirés sur les parois tandis que les liquides moins denses contenant des impuretés restent en suspension ou occupent les surfaces intérieures.
III. Refroidissement
Maintenant que les moules sont complètement remplis, assurez-vous que la rotation continue pendant que le métal refroidit.
Vous observerez que le matériau se refroidit à partir des parois extérieures et éventuellement à travers les parois intérieures.
IV. Retrait des pièces moulées.
Vous pouvez maintenant arrêter la rotation.
Mais avant cela, il faut s’assurer que le matériau est refroidi et complètement solidifié.
Extraire les pièces moulées des moules.
Vous pouvez secouer la cavité du moule ou la briser pour libérer les pièces moulées.
Cela devrait être facile.
V. Finition
Inspectez les pièces moulées pour vérifier leur qualité.
Ensuite, éliminez toute irrégularité formée par le meulage ou le sablage.
Vous pouvez désormais utiliser les pièces moulées dans des applications pertinentes.
Avantages de la coulée centrifuge
- Ce procédé peut être utilisé pour former de très grandes pièces.
- Il peut produire des pièces avec une excellente finition de surface et des dimensions très précises.
- Consomme moins de main d'oeuvre
- Produit peu de déchets et de ferraille.
Une limitation majeure est que ce procédé est applicable à la production de pièces moulées cylindriques.
Acier inoxydable Méthode de moulage au sable
Contrairement au moulage par précision, cette méthode utilise des moules en sable pour produire des pièces complexes et uniques.
Les moules à sable sont fabriqués à partir de sable de silice.
Le sable comme matériau de moulage présente plusieurs avantages.
Jetez un oeil.

Coulée au sable
Avantages de l’utilisation du sable comme matériau de moulage :
- Il est bon marché et facilement disponible
- Le sable est capable de résister à des températures élevées, il est donc adapté à la fabrication de métaux dont le point de fusion est plus élevé que lui.
Voyons rapidement la méthodologie employée durant ce processus.
i. Dans un premier temps, vous devez fabriquer les moules pour le processus de moulage.
Commencez cette étape en concevant un modèle spécifique.
Sinon, vous pouvez sélectionner un type de motif approprié à utiliser.
Encore une fois, votre sélection doit varier en fonction de :
- Le matériau du motif.
- Allocations à initier dans le modèle
- Coûts du modèle à utiliser.
Le modèle ici se compose de deux moitiés égales, c'est-à-dire.
La moitié supérieure et inférieure.
Ensuite, tassez un peu de sable dans chaque moitié du moule autour du motif.
N'oubliez pas de mélanger le sable avec un liant pour stabiliser la forme de la cavité.
L'emballage peut être effectué manuellement ou à l'aide d'une machine automatisée.
Assurez-vous de confirmer la qualité et le type de sable de moulage, car chaque type de sable a son application spécifique.
Un sable de moulage se lie fortement et ne perd pas facilement sa perméabilité.
Il est également composé d’un mélange de sable de silice, d’argile et d’humidité adéquate.
Il est donc utile de comparer et de contraster chaque type de matériaux que vous souhaitez produire.
Les types de moules en sable les plus couramment utilisés sont :
- Sable naturel et synthétique
- Moisissure de sable vert – c'est un mélange de sable, d'eau et
- Moule en sable sec – composé de sable avec une teneur en matière organique. Ce type de moule est renforcé par un traitement à haute température. De plus, il permet de produire des pièces moulées très précises, même s'il est très coûteux.
Encore une fois, les caractéristiques du sable utilisé affecteraient à leur tour directement la qualité des moules en sable.
Un bon type de sable doit présenter les caractéristiques suivantes :
- Résistance optimale
- Meilleure perméabilité
- Excellente conductivité thermique
- Devrait être réutilisable
ii. Une fois le modèle bien fixé dans le moule, retirez-le avec précaution. Il ne reste plus que la cavité du moule qui sera essentielle à l'étape suivante.
Des mesures supplémentaires peuvent être prises, telles que la lubrification de la surface de la cavité.
Cela faciliterait le retrait ultérieur des pièces moulées.
iii. Fabriquez maintenant un système de coulée ou un bac de coulée fixé à une extrémité de la cavité de moulage.
La porte a des objectifs majeurs :
- Pour conduire le métal en fusion injecté dans la cavité du moule lors de la coulée.
- Pour fournir une voie d'évacuation du matériau du motif lorsqu'il est fondu lors du chauffage.
- Pour joindre les motifs au coureur
iv. Ensuite, versez l'acier inoxydable fondu dans la cavité du moule. Avant cette étape, vous devez conserver et entretenir l'alliage dans un four.
Assurez-vous de remplir complètement les canaux et les sections de la cavité.
Vous êtes libre de le faire manuellement ou à l'aide d'une machine de remplissage automatique.
Assurez-vous de remplir rapidement les moules dans un court laps de temps pour éviter une solidification prématurée du métal dans la cavité.
v. Le refroidissement suit ensuite. Après avoir correctement rempli la pièce, soyez patient et laissez le moule refroidir et se solidifier complètement.
Le temps de refroidissement dépend en grande partie de l’épaisseur de paroi prévue des pièces moulées.
Des murs épais nécessiteraient un temps de refroidissement plus long.
Le fait de ne pas prévoir un temps de refroidissement suffisant entraînerait :
- déformation des pièces moulées
- fissuration,
- sections remplies incomplètes
- contraction
vi. Une fois le temps de refroidissement approprié écoulé, vous pouvez maintenant casser le moule et retirer les pièces moulées. Pour ce faire, il vous suffit de secouer le moule.
Néanmoins, la procédure de secouage est effectuée à l'aide d'une machine vibrante.
Cet équipement est efficace pour retirer le sable et laisser les produits finis.
Malgré l'utilisation de la machine, il se peut que celle-ci ne soit pas explicitement précise.
Il se peut que certaines couches de sable restent emprisonnées dans les pièces moulées.
C'est pourquoi je vous conseille d'utiliser une machine à grenailleuse.
Contrairement au vibrateur, la machine de sablage élimine complètement le sable emprisonné et nettoie toutes les surfaces rugueuses des pièces moulées.
vii. Ensuite, il faut procéder à la découpe et à l'inspection de la surface. Vérifiez qu'il n'y a pas d'irrégularités sur les pièces. Le cas échéant, vous devez procéder à la découpe de la surface.
Les surfaces irrégulièrement saillantes résultent de l'inefficacité du processus de refroidissement.
Par conséquent, des excès de matériaux peuvent également apparaître sur les surfaces de moulage.
Vous pouvez utiliser un équipement mécanique comme un marteau, une scie ou une presse à découper pour couper ces parties allongées.
Le processus de découpe ne doit pas nécessairement prendre beaucoup de temps.
Bien que cela dépende en grande partie de la taille du casting.
Les plus gros prendront sûrement beaucoup de temps à tailler.
Vous pouvez également jeter ou réutiliser ces pièces martelées dans un autre processus de moulage au sable.
Si vous préférez le traitement ultérieur, il est primordial de les réutiliser uniquement avec des pièces ayant des compositions chimiques similaires.
Avantages du moulage au sable
- Peut être utilisé dans la production de très grandes pièces.
- Formation de dessins complexes.
- Les chutes et déchets produits sont recyclables.
Les inconvénients sont :
- Faible résistance du matériau
- Travail intensif
- Les pièces moulées produites ont de meilleures chances d’avoir une bonne porosité.
Acier inoxydable Coulée continue
C'est aussi connu que le moulage par brin.
Cette technique est généralement utilisée dans les processus industriels de fabrication pour couler de l'acier inoxydable d'une longueur spécifique.
Dans ce cas, l'acier en fusion est introduit dans un récipient en forme d'auge où il s'écoule à son tour à travers un moule vertical.
Le moule vertical est également fourni avec un système de refroidissement.
Ensuite, l’acier en fusion refroidit et se solidifie.
Le procédé de coulée continue produit de longs brins de pièces moulées en acier inoxydable.
Contrairement à d'autres mécanismes de coulée, il comporte des étapes intermittentes qui se déroulent en conséquence.
Différentes fonderies peuvent avoir des conceptions et des modifications variées des machines de coulée continue.
Cependant, la bonne nouvelle est que toutes les étapes et procédures sont similaires.

Coulée continue
Processus de fabrication en continu étape par étape
- Verser le métal en fusion dans le répartiteur.
Un répartiteur est un récipient qui sert de réservoir temporaire pour le métal en fusion.
Habituellement, il se trouve juste au-dessus du moule.
En fait, il est fixé à environ quatre-vingts pieds au-dessus de la surface du sol.
Les significations du répartiteur sont :
- Il sert de réservoir temporaire pour alimenter le moule en acier inoxydable liquide. Par conséquent, il est toujours conçu avec une grande capacité afin de contenir de grandes quantités de métal en fusion.
- Il alimente le moule en métal liquide de manière continue et constante.
- Il est chargé de remplir le moule avec précision et dans les bonnes proportions. Pour cela, le répartiteur est équipé d'un système de contrôle automatique qui assure une alimentation correcte et optimale du liquide.
Fondamentalement, le système de contrôle régule le flux de l’acier en fusion.
Cela se fait en déterminant le niveau de métal fondu disponible dans le répartiteur.
Par la suite, le système de contrôle définit le niveau pré-requis nécessaire dans le moule et régule ainsi la sortie métal-liquide du répartiteur.
Une transition en douceur du casting est alors garantie.
Il est important de noter que le moulage commence dans le répartiteur.
Vous devez également vous assurer que le répartiteur est constamment alimenté en métal en fusion pour éviter que le métal en fusion ne se solidifie à cet endroit.
- Une fois toutes ces étapes réalisées, il faut procéder à la purification de l'acier inoxydable fondu. À ce stade, tous les scories et impuretés disponibles sont extraits.
L’acier étant un métal très réactif à la plupart des conditions environnementales externes à des températures plus élevées, la prudence est de mise.
Par conséquent, la partie supérieure du moule peut être équipée d'une buse à gaz pour pulvériser des gaz inertes, notamment du gaz argon.
Pourquoi l'argon ?
Ceci parce que :
- L'argon expulse tout gaz oxydant tel que l'oxygène qui pourrait réagir avec le métal.
- De plus, l'argon ne nuit pas à la qualité du métal. N'oubliez pas que les gaz inertes ne sont pas réactifs.
- Le métal en fusion doit maintenant s'écouler facilement dans le moule. Les moules sont spécialement fabriqués en cuivre. C'est essentiel car le cuivre évacue facilement la chaleur vers l'environnement.
De plus, le moule est doté d'un système d'ailettes de refroidissement par eau.
Le mécanisme de refroidissement aide à solidifier les pièces moulées en métal.
De plus, le moule est conçu pour se déplacer selon un mouvement généralement de haut en bas.
Ce mouvement est indispensable pour éviter tout risque de collage du métal solidifié sur les parois du moule.
Comme indiqué précédemment, une pièce moulée en métal se solidifie à partir des parois extérieures puis vers les sections intérieures.
Il convient de noter que la pièce moulée ne se solidifie pas entièrement dans la cavité du moule.
Par conséquent, pour minimiser ce phénomène, un temps de refroidissement suffisant doit être prévu.
De plus, vous pouvez lubrifier le moule en utilisant de l'huile ou du laitier.
Le graissage est essentiel car il :
- Fournit digne lubrification à la cavité du moule.
- Expulse tout air emprisonné dans la cavité.
- Fournir une barrière thermique à la cavité du moule.
- Le flux du fil métallique dans le moule est coordonné et se déplace à une vitesse constante. Le plus important est que le flux est régulé par des rouleaux.
Les rouleaux fixés permettent de guider le flux du brin et de le diriger sur le chemin souhaité.
En option, deux jeux de rouleaux différents peuvent être inclus pour tordre le brin métallique perpendiculairement.
Un autre ensemble est également disponible pour le redresser.
Les ensembles de rouleaux intercoordonnés modifient donc la direction du mouvement du flux de brins d'une inclinaison verticale à une inclinaison horizontale.
Par la suite, la coulée se poursuit maintenant de manière horizontale.
- L'ensemble du brin ayant terminé le passage à travers les rouleaux, il se déplace vers la table de coupe.
Habituellement, dans les industries manufacturières, le tranchant est une scie.
Pendant que la pièce coulée est encore en mouvement, le tranchant amorce la découpe des pièces coulées en continu.
Te voilà.
Avantages de ce procédé
- Peu de gaspillage de matière
- Les coûts opérationnels de ce processus sont considérablement réduits.
- Produit des pièces moulées de haute qualité
- Production à grande échelle
Acier inoxydable Moulage d'angle
Le procédé de moulage qui en résulte produit, dans ce cas, les pièces moulées d'angle.
Ces produits sont conçus pour renforcer les conteneurs d'expédition.

Coulée d'angle
Ils sont généralement conçus et vendus en ensembles de 8.
Chaque ensemble est fixé sur les coins supérieurs du conteneur, c'est-à-dire.
Coins supérieurs gauche et droit, coins inférieurs gauche et droit.
De plus, les dimensions de ces produits doivent être alignées conformément aux exigences de la Organisation internationale de normalisation (ISO) 1161.
En raison du rôle technique des pièces moulées d'angle, les dessins et spécifications de conception respectifs doivent donc être soumis à l'approbation et à la vérification de l'ISO.
Et toutes autres procédures intégrales qui seraient essentielles dans le processus de moulage doivent également être soumises par le fabricant.
Ces procédures peuvent inclure une analyse chimique de l’alliage métallique utilisé, soudabilité et traitement thermique.
Une fois le processus de vérification terminé, ces raccords d'angle peuvent être fabriqués à l'aide de n'importe quel moulage en acier inoxydable méthodes.
Ce faisant, ils sont fortement renforcés pour une bonne résistance.
Veuillez noter que toutes les pièces moulées, y compris les pièces moulées d'angle, doivent être traitées thermiquement de manière appropriée.
De plus, les pièces moulées d'angle doivent être conçues pour obtenir des propriétés mécaniques appropriées telles que :
- Limite d'élasticité optimale
- Bonne résistance à la traction
- Meilleur allongement
- Énergie à fort impact
Acier inoxydable Coulée sous pression
Il s'agit d'un procédé de fabrication adapté et rentable pour la production de pièces moulées en métal haut de gamme avec des conceptions de forme quasi nette.
Il est intéressant de noter que ces productions présentent de bonnes tolérances.
En fin de compte, le processus de moulage sous pression implique l’introduction d’un acier inoxydable fondu sous haute pression dans une cavité de moule.
Ici, la cavité du moule est créée à l'aide d'une paire de matrices à outils qui ont les formes souhaitées appropriées.
Une fois le métal en fusion rempli dans les moules, il refroidit puis se solidifie rapidement pour former la pièce moulée de forme nette requise.
Ensuite, les pièces moulées sont récupérées.

Bloc moteur
Notez que, pour cette procédure, une haute pression est utilisée dans l'injection du métal en fusion, d'où le nom de moulage sous pression.
Allons-y.
Types de procédés de moulage sous pression
Ce processus de coulée peut être classé en deux catégories en fonction de la taille de la pression de l'acier inoxydable fondu coulé.
Nous avons donc :
- Coulée sous haute pression
- Coulée sous pression à basse pression
Nous examinerons les catégories spécifiques plus tard, mais avant cela, abordons les bases.
Ces deux procédés sont utilisés dans des circonstances différentes.
Les facteurs qui, à leur tour, entraînent ces circonstances comprennent, sans s’y limiter :
- La complexité des composants
- La qualité des pièces moulées à produire
- Budget financier de fabrication.

Système de moulage sous pression
Coulée sous haute pression
Nous allons d’abord considérer les matrices impliquées dans ce processus.
Les matrices ici sont divisées en deux sections qui sont les deux moitiés égales.
Chaque moitié de la matrice est fixée sur les plaques de la machine.
La seule différence entre eux est qu'une moitié est fixée sur une plaque fixe tandis que l'autre est établie sur une plaque mobile.
Normalement, la machine doit être entretenue et alignée de manière horizontale.
Cette technique de fixation des matrices permet d'ouvrir et de fermer facilement la machine de moulage sous pression.
Il existe deux catégories distinctes de machines de moulage sous pression, à savoir :
- La machine de moulage sous pression à chambre froide
- La machine de moulage sous pression à chambre chaude
Le métal en fusion est versé dans les moules métalliques à une pression extrêmement élevée et à une vitesse pouvant atteindre 1 100 bars.
Le métal en fusion est injecté dans la chambre de tir.
Ensuite, un piston entraîne et introduit le liquide dans la cavité du moule.
Après solidification complète, les deux moitiés égales du moule sont ouvertes et les pièces moulées résultantes sont automatiquement éjectées.
Coulée sous pression à basse pression
Ce procédé permet de produire des pièces moulées de haute qualité.
Cependant, il n’est utilisé que pour produire des métaux à bas point de fusion.
Par conséquent, il ne peut pas être utilisé pour produire de l’acier inoxydable.
C'est pour cela que nous n'en parlerons pas beaucoup.
Avantages du moulage sous pression
- C'est moins cher que d'autres procédés.
- Il produit également des pièces moulées aux dimensions précises et à la finition de surface plus fine.
- Adapté à la production de pièces moulées à parois minces, contrairement à d'autres procédés. Des parois d'une épaisseur aussi faible que 0,75 mm ou 0,03 pouce peuvent être produites.
- Peut être utilisé si de nombreuses productions sont impliquées jusqu'à un million de pièces.
Acier inoxydable Coulée à la cire perdue
Cette méthode consiste à injecter de l’acier inoxydable fondu dans des modèles en cire.
Ces modèles cirés sont à leur tour contenus dans les moules.
Ensuite, le modèle en cire est chauffé pour faire fondre la cire qui est ensuite évacuée une fois le moule prêt.
Étant donné que la cire est éliminée, le processus est appelé « moulage à la cire perdue ».
Essentiellement, les moulages à la cire perdue peuvent être préparés par deux méthodes : la méthode directe et la méthode indirecte.
Pour la méthode directe, les moulages sont réalisés à partir de modèles en cire tandis que dans la méthode indirecte, les moulages sont réalisés à partir d'une copie d'un modèle en cire.
Néanmoins, il n’est pas nécessaire que la copie soit faite en cire.

Coulée à la cire perdue
Rapidement, regardons le processus d'épilation à la cire perdue
- Création du modèle – tout d’abord, vous devez créer un modèle initial en cire.
- Formulation du moule – en utilisant le modèle original, fabriquez un moule.
- Cirage – après avoir préparé le moule, versez la cire fondue dans le moule jusqu’à ce qu’un revêtement uniforme recouvre les parties intérieures du moule.
Assurez-vous de répéter cette étape jusqu’à ce que l’épaisseur souhaitée soit atteinte.
- Retrait de la cire – extrayez maintenant soigneusement du moule le double en cire creuse de votre modèle original. Apparemment, il n’est pas nécessaire de gaspiller de matériau ici. Vous devriez plutôt réutiliser le moule pour fabriquer d’autres duplicatas. Mais la réutilisation est limitée à la durée de vie du moule.
- Avant de procéder à la coulée de l'acier inoxydable en fusion, assurez-vous qu'il existe une ouverture par laquelle la coulée doit être effectuée. Pour ce faire, fixez une « coupelle » de taille importante qui servira d'entrée de coulée.
Il s’agit en fait d’une coquille creuse, donc, aussi vide qu’elle puisse paraître, elle est entièrement remplie d’air.
D'ailleurs, l'air présent dans la coque nuirait à la qualité des pièces moulées.
Il faut donc expulser l’air.
Pour effectuer l'expulsion de l'air, des tubes en cire seront formés tout au long de la copie à partir desquels l'air est expulsé par les évents du tube.
L'acier en fusion s'écoule successivement à travers la coque creuse depuis la coupelle.
Ces tubes sont appelés épicéas ou coureurs.
- Trempage dans une boue pour décorticage – la copie étalée attachée est ensuite plongée dans une boue de silice, suivie d'un refroidissement à l'aide de sable de silice de différentes tailles et textures.
Cette procédure est répétée plusieurs fois jusqu’à ce qu’une coque en céramique soit constituée.
La coquille est composée de boue et de sable de silice. Il est important de laisser la coquille sécher complètement.
Par la suite, l’étape est répétée jusqu’à ce qu’une épaisseur d’au moins un demi-pouce soit atteinte, couvrant la totalité des parois de la coque.
Seule la surface de la tasse est épargnée.
Si vous avez affaire à un morceau plus gros, une coque plus épaisse sera nécessaire.
- La cuisson à la cire perdue : on place les coquilles séchées et enrobées à l'envers dans le four où elles sont chauffées à haute température pendant une longue période.
Quel est le but du burn-out ?
- Faire fondre la cire pour la faire s'écouler par la tasse, garantissant ainsi que la cire soit entièrement perdue.
- La température élevée défavorable est importante pour la cuisson, le séchage et le durcissement des coquilles.
Enfin, la combustion laisse une coque creuse et solide prête pour le moulage, les carottes et la coupelle.
- Coulée de l'acier inoxydable en fusion.
Placez la coquille dans un bac de sable avec la tasse tournée vers le haut pendant qu'elle est encore chaude.
Assurez-vous de mettre le métal en acier inoxydable dans un creuset et de le faire fondre dans un four à des températures extrêmement élevées.
Vous devez maintenant verser le métal en fusion avec enthousiasme dans la coque.
Notez que la coque doit être maintenue chaude avant de verser le métal en fusion.
Il est conseillé d'effectuer le coulage dans la coque chaude pour réduire les risques d'éclatement de la coque.
La coque peut se briser dans les cas où il y a une différence de température entre les deux facteurs.
Après avoir versé, laissez refroidir les coquilles remplies avec précision.
- Démoulage – une fois que les coquilles remplies sont complètement refroidies, il est grand temps de retirer la coque extérieure en la martelant ou en la sablant. Il ne reste plus qu'à retirer les pièces moulées brutes.
N'oubliez pas de couper les épicéas d'origine qui ont également été recréés.
Les déchets issus de la découpe doivent être réutilisés dans une autre pièce moulée.
- Ciselage des métaux – ce processus consiste à travailler et à nettoyer les pièces moulées pour éliminer les projections de surface indésirables dues au moulage et les marques créées inutilement. Différents outils tels que des meuleuses à matrice peuvent être utilisés en fonction de votre préférence.
La poursuite des métaux les ferait apparaître exactement comme les modèles construits à l'origine.
Moulage sous pression en acier inoxydable
Il s’agit en effet d’un processus de fabrication complexe et précis qui produit des pièces en acier inoxydable aux dimensions précises.
Pour ce moulage, des moules réutilisables appelés matrices sont utilisés, d'où le nom de moulage sous pression.
De plus, ce procédé utilise un certain nombre d'équipements tels que le four, les matrices et les machines de moulage sous pression.
Fondamentalement, le processus de moulage ici implique la fusion de l’acier inoxydable dans un four à haute température.
Il en est ainsi parce que l’acier a également un point de fusion plus élevé.
Le coulage de l'acier en fusion dans les matrices s'effectue ensuite automatiquement.
Après le coulage, le métal en fusion refroidit et se solidifie pour donner les pièces moulées finales.
Tout comme la plupart des processus de moulage, les pièces produites ici ont des tailles et des poids variés, allant de quelques livres jusqu'à 100 livres.

Coulée sous pression
Notamment, les machines de moulage sous pression sont disponibles en deux types différents, à savoir
- Machines à chambre chaude - utilisées pour la production d'alliages à bas points de fusion.
- Machines à chambre froide - utilisées pour la production d'alliages à points de fusion élevés.
Pour les besoins de notre discussion, nous nous en tiendrons à la machine à chambre froide car nous avons affaire ici à de l'acier.
Je vais tout de suite vous expliquer le processus de moulage sous pression.
1) Serrage des deux moitiés de matrice.
Pour commencer, préparez et fixez solidement les deux moitiés égales de la matrice.
Vous pouvez effectuer certaines pratiques auxiliaires telles que :
- Nettoyage des moitiés pour éliminer les matériaux piégés de la précédente
- Lubrification des matrices – pour faciliter le retrait ultérieur des pièces moulées.
Une fois toutes ces opérations effectuées, enfermez et fixez solidement ensemble les deux moitiés de la matrice.
N'oubliez pas qu'ils doivent être fixés et entretenus à l'intérieur de la machine de moulage sous pression.
2) Injection de l'acier inoxydable fondu
Transférez maintenant l'acier en fusion dans une chambre convenablement placée d'où le métal liquide peut être injecté dans la machine de moulage sous pression.
Le métal en fusion est ensuite introduit à des pressions extrêmement élevées allant de 1 000 Pa à 2 000 Pa.
La haute pression intègre fortement le métal sur les matrices lors de la solidification.
Les matrices doivent être remplies de métal en fusion dans un court laps de temps.
Si le remplissage est long et prend beaucoup de temps, une solidification précoce non uniforme se produira certainement.
3) Refroidissement et solidification
Le métal en fusion injecté dans la cavité du moule devrait maintenant commencer à refroidir et à se solidifier.
Assurez-vous que les matrices sont complètement fermées pendant tout le temps de refroidissement.
4) Éjection des pièces moulées.
Une fois le temps de refroidissement écoulé, vous êtes libre d'ouvrir les deux moitiés du moule et de retirer les pièces moulées de la cavité du moule.
Vous devrez exercer beaucoup de force à ce stade.
En effet, lors du refroidissement, la plupart des pièces sont susceptibles de rétrécir ou de coller aux matrices, ce qui nécessite une forte pression pour les détacher.
5) Découpe – inspectez maintenant les pièces moulées pour vérifier s’il y a des excès de matériaux et des solins.
Ces matériaux indésirables peuvent ensuite être coupés manuellement à l'aide d'une scie ou d'une presse à découper.
Les matériaux de rebut résultants peuvent être éliminés ou
C'est ça.
https://youtu.be/Pj_mjjUQad8
Vous trouverez ci-dessous les avantages qui résultent de l’utilisation du procédé de moulage sous pression :
- Le procédé produit des pièces moulées avec de bonnes tolérances dimensionnelles.
- Les pièces moulées présentent également une uniformité dimensionnelle.
- Les pièces produites ne nécessitent qu'un léger processus de finition.
Acier inoxydable Coulée sous vide
Il est également connu sous le nom de processus en V.
Le processus implique l’utilisation de moules en sable entièrement sec.
Cependant, la cavité interne du moule est conçue pour présenter la forme des pièces moulées.
Vous vous demandez comment cela se produit ?
Eh bien, la pression résultante exercée en raison du vide produit une certaine force qui permet à la cavité du moule de résister à la forme souhaitée.

Coulée sous vide
Le mécanisme de la coulée sous vide
Pour ce mécanisme, un modèle distinct est utilisé.
N'oubliez pas que différentes variétés de modèles sont disponibles localement, comme le modèle de traînée ou la plaque d'allumette.
Ce dernier est doté de minuscules trous qui favorisent l'aspiration de l'air afin de créer un vide partiel à l'intérieur des motifs.
- Placez une feuille de plastique à parois sur le modèle de moulage et allumez la pompe à vide. La pression exercée permet à la feuille de coller fermement à la surface des modèles.
- Procurez-vous un flacon spécialement conçu et percé de trous, puis placez-le sur le modèle de moulage et remplissez-le entièrement de sable. Les trous du flacon fournissent un canal par lequel s'exerce la pression générée par la pompe.
- Découpez avec précision un espace à une extrémité du modèle pour fixer le godet de coulée ainsi que les carottes.
La coupelle et les carottes fournissent un chemin pour l'écoulement de l'acier inoxydable fondu.
- Ensuite, placez une autre fine feuille de plastique sur le dessus du moule.
Remettez en marche la pompe à vide pour faire adhérer le plastique à la surface du moule.
- Ensuite, coupez le raccordement de la pompe menant au modèle de moulage spécial et extrayez le modèle.
A l'inverse, ne débranchez pas le raccord de la pompe menant au flacon mais laissez-le branché.
La combinaison de ces réglages permet de maintenir l’adhérence de la feuille de plastique sur le dessus du moule.
Alors que l'autre feuille initialement présente sur le patron colle désormais à la partie inférieure.
Vérifiez si le film de la feuille inférieure présente désormais l'aspect du moulage dans le sable.
- De la même manière, fabriquez la partie traînée du moule.
- Une fois cette étape terminée, assemblez les deux moitiés pour pouvoir couler les pièces moulées. Veillez à ce qu'elles s'emboîtent correctement de manière à laisser une cavité creuse entre elles en prenant la forme des modèles initialement conçus.
- Versez ensuite le métal en fusion dans le récipient de coulée jusqu'à ce que la cavité soit suffisamment remplie. Le métal liquide brûlera ainsi facilement les couches de plastique qui pourraient encore être emprisonnées.
- Enfin, vos produits devraient être prêts pour l’extraction.
Avec cela, vous devriez être prêt à exécuter l’une des méthodes de casting ci-dessus.
Le moulage du métal est en soi un art et je suis sûr que vous l'apprécierez vraiment.
De plus, vous devez le pratiquer constamment pour atteindre la perfection souhaitée.
Vous devriez maintenant bien comprendre les différents mécanismes du processus de moulage.
Dans la partie suivante, je vous présenterai enfin un mécanisme exhaustif spécialement conçu pour la coulée de l'acier inoxydable.
Nous discuterons en détail de chaque étape impliquée.
Allons-y.
Processus de moulage en acier inoxydable – Un processus étape par étape
Veuillez étudier le diagramme de flux simple ci-dessous.
Le tableau présente un bref résumé des étapes et de la procédure suivies au cours du processus de moulage.

Diagramme de flux
Nous allons regrouper l’ensemble des processus présentés dans le tableau en quatre étapes distinctes que nous allons discuter en détail.
Commençons.
Étape 1 : Réalisation du modèle
Petit rappel, un patron est une réplique exacte de la pièce que l'on souhaite mouler.
De plus, le modèle est essentiel car il comporte une cavité pour maintenir adéquatement l'acier inoxydable fondu qui refroidira et se solidifiera plus tard pour former les pièces moulées.
Comme mentionné précédemment, il s’agit de l’une des étapes les plus importantes du processus de moulage.
Le type de modèle utilisé influence directement la qualité des pièces moulées en acier produites.
N'oubliez pas de réaliser votre modèle en tenant compte des détails les plus fins tels que les dimensions et certaines improvisations.

Création de modèles
Il est essentiel de sélectionner un modèle qui produira la meilleure qualité que vous souhaitez reproduire dans les pièces moulées finales.
Pour vous aider à sélectionner les meilleurs modèles, voici une liste de détails à rechercher dans un modèle.
- Angles de tirage appropriés
- Bonne finition de surface comprenant des couches constantes et lisses. Les surfaces ne doivent pas contenir de contre-dépouilles
- Devrait pouvoir être scellé car les motifs non scellés peuvent absorber l'humidité.
Notez qu'un modèle avec des surfaces défectueuses et une finition médiocre produirait des moulages indignes.
Alors, la question est : quels sont les types de modèles disponibles ?
Les types de motifs varient considérablement en fonction du matériau utilisé pour les construire.
Par conséquent, les types de modèles incluent :
- Motifs métalliques
- Modèles en cire
- Modèle en plastique
- Modèles en mousse
- Motifs en bois, etc.
Cela étant dit, n’oubliez pas qu’avant de choisir un modèle spécifique, tenez compte des facteurs suivants.
Nous les avons formatés sous forme de questions.
- Quelle est la quantité de pièces que vous souhaitez produire ?
- De quelle taille de pièces moulées avez-vous besoin ?
- Quelle est votre méthode de moulage préférée ?
- Avez-vous besoin de tolérances de moulage élevées ?
- Quelle est la flexibilité de votre budget ?
Posez-vous ces questions pour vous aider à choisir le meilleur modèle.

Modèle de moulage
Soyez sincère et fixez-vous clairement des objectifs pour vous aider à déterminer le meilleur.
Nous discutons maintenant des types de modèles.
Motifs métalliques
Ces types de modèles sont fabriqués en aluminium, en fer, en laiton, en acier, etc. Ils sont populaires dans les pratiques industrielles.
Pourquoi?
Car ils peuvent être utilisés pour des productions volumineuses et de grande capacité.
Pour des productions en volume optimales, l'aluminium moulé est le plus utilisé.

Motif en métal
Voyons les avantages de ces modèles :
- Ils durent longtemps
- Ils ne sont pas facilement attaqués par l’humidité
- Ont des surfaces lisses
- Ils ont une résistance élevée et peuvent supporter des contraintes mécaniques
Certains des inconvénients sont les suivants :
- Les motifs métalliques ne sont pas faciles à réparer.
- Les motifs ferreux sont sujets à la corrosion.
- Ces modèles sont volumineux et lourds.
Motifs en bois
Ceux-ci sont relativement moins chers par rapport aux autres modèles.
Plusieurs types de bois sont utilisés pour construire ces modèles, mais les plus courants sont le contreplaqué et les planches de pin.

Moule à bois
Plusieurs planches de pin sont généralement combinées pour produire une bonne épaisseur du motif.
Le contreplaqué est également adapté car il peut être utilisé dans la production de nombreux modèles avec des diamètres plus larges.
Cependant, le contreplaqué nécessite quelques légères modifications, comme le remplissage des vides avec du mastic à bois avant utilisation.
Les motifs peuvent également être peints pour les protéger de l'excès de chaleur et d'humidité lors du stockage.
Les avantages des motifs bois sont :
- Léger
- Relativement bon marché
- Facilement réparable
- Facile à coller et à assembler
Les limitations associées sont les suivantes :
- Vulnérabilité aux attaques de l'humidité dégradant ainsi leur qualité.
- Ils s'usent après plusieurs utilisations, par conséquent, ils ont une durée de vie limitée.
Modèles en cire
Cet équipement est principalement utilisé dans le moulage à la cire perdue ou à la cire perdue.
Plus tard, la cire est perdue par chauffage.
Les modèles en cire sont réalisés en introduisant de la cire dans les matrices.
Il est important que ces matrices ressemblent aux pièces à mouler.
Un avantage notable est qu’ils sont réutilisables.
En revanche, les modèles en cire sont sensibles aux températures élevées.
Modèles en mousse
La mousse est une meilleure alternative à la cire.
C'est parce que la mousse a un point d'ébullition plus bas.
Par conséquent, ils sont utilisés dans la modification du moulage par investissement lorsque la cire n'a pas besoin d'être fondue hors du moule.

Modèle en mousse
Les modèles en mousse sont fabriqués à partir de mousse de polystyrène.
Essentiellement, la mousse est facile à manipuler, à entretenir et à coller.
De plus, les motifs en mousse sont flexibles et peuvent donc être consolidés.
Malgré cela, ces motifs sont facilement déformés car ils ont une faible résistance.
Modèles en plastique
Ils sont fabriqués à partir de matières plastiques.
Les avantages de ces types de modèles sont qu’ils sont :
- Plus économiques en raison de leur coût moindre.
- Très résistant à la corrosion.
- Léger et plus résistant.
- Insensible à l'humidité.
- Lisse
Avec cela, nous passons à l’étape suivante.
Étape 2 : Processus de moulage
Dans cette section, nous parlerons des points suivants :
- Coulée au sable
- Coulée en coquille
- Moulage par cire perdue
- Coulée de moules en céramique
Continuez à lire.
a) Coulée au sable
Les étapes de base les plus simples dans la fabrication de moulages au sable sont les suivantes :
- création de modèles,
- Construire les noyaux,
- Moulage,
- Fondre et couler,
- Inspection et nettoyage

Technique de moulage au sable
Création de modèles
Dans cette procédure, un modèle en bois ou en métal convient. N'oubliez pas que le modèle est la structure utilisée pour créer la cavité du moule.
Le moule, dans ce cas, serait réalisé en tassant du sable de moulage pour recouvrir complètement le modèle.
En retirant le modèle plus tard, on laisse sa réplique réelle qui forme désormais la cavité du moule.
C'est la cavité qui contient l'acier inoxydable fondu qui devient à son tour la pièce moulée.
Construction des noyaux
Dans les cas où vous souhaitez une pièce moulée creuse, des noyaux sont utilisés pour former en plus les cavités du moule.
Il est donc bon de placer les noyaux dans la cavité du moule.
Ils formeront ensuite la surface intérieure des pièces moulées.
Le vide résultant retiendra alors le métal en fusion.
Moulage
Il s'agit d'une activité simple qui comprend :
- Utiliser le moule à sable sélectionné pour recouvrir le motif.
- Éjecter le modèle pour laisser derrière lui la cavité du moule et les noyaux si nécessaire.
La cavité du moule est la réplique négative du produit final.
Vous pouvez fixer les carottes et les canaux à l'intérieur de la cavité du moule.
Fonte et coulage
Ici, il vous suffit de préparer le métal en fusion et de le transférer vers la section de coulée pour remplir proportionnellement les moules.
Inspection et nettoyage
Il est maintenant temps de :
- Éliminez le sable brûlé emprisonné pour améliorer l'apparence esthétique des pièces.
- Et les déchets métalliques sont également retirés des pièces moulées.
Enfin, inspectez les pièces pour détecter toute déformation et pour vérifier l'obtention de la qualité souhaitée.
Le processus de moulage au sable vous offre les avantages suivants.
- Très bon marché lorsqu'il s'agit de petites productions.
- Ce procédé peut être utilisé pour couler des métaux ferreux et non ferreux.
- Il peut être utilisé dans le moulage de pièces de très grandes dimensions.
- Il ne nécessite qu'un outillage simple
b) Coulée en coquille
Cette méthode technique et précise implique la création d'un moule ultra fin et fin dont la coque mesure généralement environ 8 à 9 mm d'épaisseur.
Le moule de la coquille est constitué de sable mélangé à un liant en résine.
Ce procédé peut être réalisé dans un ensemble d'équipements comprenant un four.
Le processus devrait être aussi simple qu’indiqué ci-dessous :
a. Chauffer un modèle métallique dans un four.
b. Placez le modèle métallique sur une benne dont le contenu est du sable correctement mélangé à une résine
c. Maintenant, retournez la boîte de manière à ce que le mélange de sable puisse adhérer à la surface du modèle en métal chaud. Vous remarquerez qu'une petite couche du mélange de sable se solidifie partiellement et se gélifie à la surface du modèle, formant ainsi une coque dure.
d. Une fois cette opération effectuée, retournez à nouveau la boîte pour qu'elle reprenne sa position naturelle. Remarquez que les particules de mélange de sable non gélifiées tombent.
e. Retirez maintenant le mélange de sable gélifié et le modèle en métal qui servira à fabriquer notre moule en forme de coquille.
f. Chauffez le modèle métallique maintenant gélifié dans un four ou un fourneau pour assurer une gélification complète du sable.
g. Une fois le temps de chauffe écoulé, séparez le moule de coque fraîchement formé du modèle.
h. Assemblez deux moitiés égales de moules à coquillages fraîchement préparés. Soutenez-les en utilisant du sable dans une boîte.
i. Pour augmenter leur stabilité, serrez les deux extrémités des moules de coque plongés dans la boîte.
j. Prenez votre acier inoxydable fondu et versez-le dans les moules en coquille. Accordez-lui un temps de refroidissement adéquat jusqu'à ce qu'il se solidifie.
Et c'est tout pour le processus de moulage de la coque.
Avantages du moulage en coquille
- La surface du moule est fine et lisse, ce qui facilite l'écoulement du métal en fusion. Par conséquent, les pièces sont produites avec une bonne finition de surface.
- Produit des pièces moulées qui ont de bonnes tolérances
La principale limitation de ce procédé est qu’il nécessite des modèles métalliques assez coûteux.
c) Coulée de moules en céramique
Ici, le moule à utiliser dans le processus de coulée est constitué de matériaux céramiques réfractaires, c'est-à-dire de silicate d'éthyle hydrolysé, et d'un catalyseur approprié.
Une combinaison de ces produits chimiques est versée sur le motif.
La coque en céramique formée est récupérée et mise en place dans une boîte, chauffée de manière similaire au processus de moulage de la coque.
Plus tard, l'assemblage est réalisé et l'acier inoxydable fondu est coulé.

Coulée de moules en céramique
Avantages de la coulée en moule céramique
- Produit des surfaces avec une finition et une apparence excellentes.
- Les pièces moulées ont des dimensions précises.
- Convient pour la coulée d'alliages à point d'ébullition élevé, par exemple l'acier
Le processus de moulage par investissement et de moulage sous vide est abordé dans le segment précédent.
Étape 3 : Faire fondre et verser
La fusion désigne simplement tous les processus et activités impliqués dans la préparation de l'acier inoxydable en fusion pour la coulée.
Le processus commence par la fusion du métal en acier inoxydable jusqu’à l’état liquide.
Cela se fait dans un four à très haute température car l'acier a un point de fusion élevé.
De plus, la fusion est effectuée dans un endroit spécifique différent d'une fonderie.
L'énergie thermique totale nécessaire à la fusion est la somme globale de :
- La quantité nécessaire pour atteindre le point de fusion de l'acier
- Chaleur de fusion utilisée pour convertir le métal de l'acier solide à l'état fondu.
- Chaleur nécessaire pour élever la température du métal en fusion à la température appropriée pour le coulage.
Pour les pièces moulées en acier, différents types de fours de fusion peuvent être utilisés.
Ils sont Fours à arc électrique (EAF) et fours à induction électriques.
Nous les discuterons en détail.
i. Fours à arc électrique
Il s’agit du type de four le plus couramment utilisé.
En fait, il est utilisé dans la production de plus des trois quarts des pièces moulées en acier.
De plus, le four à arc électrique est flexible dans la mesure où le matériau de charge peut varier en fonction de la quantité de chaleur requise pour faire fondre l'acier.

Four à arc électrique
Il est également possible d'affiner l'acier inoxydable au four juste avant le taraudage.
Cette machine comprend les pièces suivantes :
- Coque en acier
- Arc électrique – produit la chaleur suffisante pour faire fondre l’acier inoxydable.
- Toiture à revêtement réfractaire – le toit comporte trois trous conçus spécifiquement pour électrodes en graphite.
- Revêtement réfractaire
ii. Fours à induction électriques
Si vous traitez de petites productions de quantités de pièces moulées, ce type est le plus approprié.

Four électrique à induction
De même que l'EAF, cette machine est dotée d'une coque en acier et d'un revêtement réfractaire.
La seule différence est que le revêtement réfractaire est entouré par la bobine de cuivre.
La génération de chaleur se produit à partir du courant électrique dans la bobine.
Étape 4 : Finition
Il s’agit de la procédure finale du processus de moulage.
Il s’agit là encore d’une combinaison d’activités qui sont réalisées une fois que les pièces moulées sont complètement refroidies et solidifiées.
Vous devez donc secouer le moule pour retirer les pièces moulées ou briser la cavité du moule et éjecter les pièces moulées.
Après l'éjection, il est nécessaire de procéder à quelques finitions ou nettoyages des pièces moulées.
Pour lancer les activités de finition, effectuez un grenaillage grossier.
Cette technique permet de nettoyer les surfaces des pièces moulées de tout matériau emprisonné à l'extérieur du moule.
Les portes, les carottes et les canaux doivent également être coupés avec les autres surfaces irrégulières.
Pour la découpe, vous pouvez utiliser une scie, une presse à découper ou une meuleuse.
Dans le cas contraire, vous risquez de souder d’autres discontinuités indignes.
De plus, le traitement thermique est également essentiel.
Le traitement thermique permet de reconditionner les pièces moulées afin d'obtenir les propriétés dignes d'alliages spécifiques.
De plus, toutes les irrégularités formées lors de la coulée doivent être éliminées par sablage.
Si des déformations apparaissent sur les pièces moulées en acier pendant le traitement, elles peuvent être aplaties par pressage.
Il s’agit d’une activité importante pour garantir une précision dimensionnelle claire sur les pièces moulées comme souhaité.

Résumé du processus de casting
La partie suivante de notre discussion est à la fois très importante et intéressante.
Alors avançons ensemble.
Contrôle des défauts de l'acier inoxydable lors de la coulée
Presque toutes les procédures techniques impliquant à la fois des interventions humaines et des machines comportent un certain degré d’erreur.
Les erreurs peuvent être néfastes mais, dans certains cas, elles peuvent être tout juste minimes.
Malheureusement, le processus de casting n’est pas épargné.
Ne t'inquiète pas.
Lors du processus de moulage, les erreurs se manifestent sous la forme de défauts qui apparaissent finalement sur les pièces moulées.
La bonne nouvelle ?
Ces défauts peuvent simplement être réglementés et grandement minimisés afin de ne pas nuire de manière significative à la qualité des pièces moulées.
Par conséquent, dans cette section, je vais vous montrer les différents défauts qui peuvent apparaître et comment les contrôler.
Les défauts ici sont dus à :
- Taux de retrait de la coulée
- Apparence
- Variations thermiques
- Remplissage
- Porosité
- Façonnage
Défauts de taux de retrait de la coulée
Le rétrécissement dans le processus de coulée se produit généralement après le versement du métal en fusion dans la cavité du moule pendant la solidification.
Le matériau a tendance à se retenir, réduisant ainsi sa taille.
Ce processus est appelé rétrécissement.
Par conséquent, des défauts de retrait se produisent lorsque le métal d'alimentation est insuffisant pour couvrir le taux de retrait.

Défauts de taux de retrait de la coulée
Taux de rétrécissement défauts de moulage peuvent être classés en deux catégories, à savoir
- Défauts de retrait ouverts : ceux-ci dépendent de l'atmosphère. Lorsque l'acier inoxydable fondu se rétracte, la cavité laissée est remplie d'air.
Il en résulte deux principaux défauts d'air, à savoir les surfaces des tuyaux et les surfaces affaissées.
Les tuyaux se forment sur les surfaces de coulée tandis que les surfaces creusées sont les cavités qui se produisent sur les surfaces de coulée.
- Défauts de retrait fermés – également appelés porosité de retrait. Pour ce type de défauts, il s'agit de défauts provenant de l'intérieur de la pièce moulée.
Un exemple est la formation d’un liquide juste à l’intérieur du métal solidifié, généralement appelé points chauds.
Causes probables
La différence de densité entre un acier inoxydable moulé sous pression à l'état fondu et un acier inoxydable à l'état solide.
Autrement dit, le retrait se produit si la densité du métal en fusion est inférieure à sa densité correspondante à l'état solide.
Par conséquent, lorsque l’acier inoxydable passe de l’état fondu à l’état solide, il rétrécit et sa taille diminue.
Solutionm
Assurer l'injection continue du métal liquide sous pression dans le moule pour combler les cavités formées.
Défauts d'apparence
De nombreux défauts peuvent être décelés dans les apparences du casting.
Certains sont des protubérances métalliques, des discontinuités, des moulages incomplets, des dimensions ou des formes inexactes, des surfaces de qualité inférieure.

Défauts d'apparence
un. Protubérances métalliques
Il s'agit généralement de flashs ou de nageoires articulaires.
Ce sont des protubérances plates d'épaisseur inégale, aux bords dentelés et à angle droit avec la face des pièces moulées.
Causes
- Le jeu entre le moule et les noyaux.
- Joints de moules mal ajustés.
Solutions
- Fabrication précautionneuse de modèles, moules et noyaux.
- Régulation des dimensions du gabarit, du moule et des noyaux.
- Mise en place soignée des moules et des noyaux.
b. Discontinuités
Fissuration à chaud : c'est une fissure peu visible mais qui résulte des contraintes qui interviennent lors du refroidissement.
Il est intéressant de noter que des fissures chaudes peuvent exister même si la pièce moulée n’est pas fragmentée.
Causes possibles
Dommages physiques aux pièces moulées en cas de mauvaise manipulation à chaud ou lors du secouage pour les éjecter.
Solutions
- Effectuez soigneusement la procédure de secouage.
- Manipulez les pièces moulées avec beaucoup de précautions, surtout lorsqu'elles sont encore chaudes.
- Laissez refroidir suffisamment.
c. Casting incomplet
Grenaille coulée : forme due à l'absence des parties supérieures des pièces moulées.
De même, les bords alignés avec les sections perdues sont un peu arrondis, tous les autres contours correspondent au motif.
Causes probables
- Le métal en fusion versé dans la poche est insuffisant.
- Une erreur dans le processus de coulage.
Solutions possibles:
- Alimenter constamment la poche avec du métal en fusion.
- Assurez-vous que le processus de coulage est fluide et qu'aucun écart ne se produit.
d. Dimensions ou formes inexactes des pièces moulées
Conduisant à la production de pièces moulées déformées.
La distorsion se manifeste principalement par une épaisseur irrégulière.
Causes potentielles:
La faible résistance et la rigidité du motif ne permettent donc pas de tolérer la pression de pilonnage appliquée sur le sable.
Solutions probables
Choisissez toujours des modèles avec une rigidité adéquate capable de supporter une pression élevée.
f. Surfaces non conformes
Ceci est mis en évidence par la présence de traces d'écoulement : des défauts qui apparaissent sous forme de lignes qui tendent à tracer le flux d'acier inoxydable en fusion.
Causes potentielles
Présence de couches d'oxyde sur les surfaces des pièces moulées, créant ainsi une sorte de voie pour l'écoulement de l'acier inoxydable en fusion.
Solutions
- Augmenter la température du moule.
- Réduire la température de coulée.
- Inclinez le moule pendant que vous versez l’acier inoxydable en fusion.
- Ajustez la taille de la porte et sa position.
Défauts thermiques
Ces défauts proviennent d’erreurs dues à la température de la chaleur.
Certaines de ces erreurs sont mises en évidence par la présence de fissures et de déchirures : ces défauts apparaissent dans les pièces moulées sous pression pour diverses raisons, telles qu'une mauvaise manipulation des moules, etc.

Défauts de moulage
La plupart de ces fissures sont généralement très visibles et se produisent à la surface des pièces moulées.
Cependant, certaines larmes sont invisibles à la vue de tous.
Causes possibles
- Rétrécissement des pièces moulées dans les moules.
- Forces d'éjection insuffisantes et inégales.
- Cavités endommagées.
- Équilibre thermique irrégulier dans les moules.
- Moulage sous pression défectueux.
Remèdes
- Abaisser la température de coulée.
- Évitez de chauffer excessivement le métal en fusion.
- Profitez des frissons.
- Laissez refroidir suffisamment longtemps.
- Réduisez au minimum les coins pointus.
Défauts de remplissage
Voici les défauts résultant du remplissage.

Défaut de moulage
- Soufflures
- Brûlure de sable
- Tour à froid ou fermeture à froid
- Mal exécuté
- Inclusion de sable, etc.
Les défauts ci-dessus sont discutés ci-dessous.
un. Soufflures
Il s’agit d’un défaut qui se produit dans les cavités du moule.
Les deux principales formes de évents sont les trous d'épingle et les trous souterrains.
Le trou d'épingle est un trou minuscule tandis que l'évent souterrain n'est visible qu'après l'usinage des pièces moulées.
Les raisons probables de la formation de évents sont les suivantes:
- Ventilations inadéquates dans les noyaux
- Absorption excessive d'humidité dans les cavités
- La mauvaise perméabilité au gaz des noyaux
- Température extrême du sable
De plus, les solutions sont:
- Construisez davantage d’évents centraux et réparez davantage de canaux d’aération.
- Réduire au minimum les gaz emprisonnés.
- Utilisez un sable peu humidifié.
- Séchez les noyaux de temps en temps et conservez-les dans un endroit sec.
- Diminuer la température du sable
b. Brûlure de sable
En général, il s'agit d'un défaut brûlé résultant de brûlures chimiques et de pénétration de métal.
Raisons possibles des défauts de brûlure du sable:
- Présence d'une teneur en carbone brillant trop faible dans le sable argileux.
- Compactage déséquilibré du moule.
- La température élevée et défavorable du métal en fusion.
- Coulée irrégulière de métal en fusion.
Remèdes
- Intensifier la quantité de carbone brillant contenu dans l'argile-sable
- Utilisez du sable de silice pur ou ajoutez du sable frais.
- Assurer une compacité équivalente.
- Réduire le taux de coulée de l'acier inoxydable en fusion/
c. Tour à froid ou fermeture à froid
Il s'agit d'une fissure qui a des bords arrondis.
Le recouvrement à froid, également appelé fermeture à froid, est causé par une température de fusion minimale ou une mauvaise construction des portes.
Les causes probables pourraient être:
- Métal en fusion très visqueux
- Conception défectueuse
- Porte défectueuse
Les solutions suivantes valent la peine:
- Utilisez un design parfait
- Utiliser un système de contrôle d'accès approprié
- Modifier la température de coulée du métal en fusion.
d. Mal exécuté
Bien qu'il s'agisse d'un type de moulage incomplet, il relève des défauts liés au remplissage.
Les ratés se produisent lorsque l'acier inoxydable fondu ne remplit pas la cavité du moule, laissant ainsi des sections remplies incomplètes appelées ratés.
Apparemment, les bords du misrun sont toujours lisses, ronds et fins.
Les causes probables d'une mauvaise gestion incluent:
- Métal en fusion très visqueux
- Conception défectueuse
- Porte défectueuse
Les solutions à ces défauts sont:
- Utilisez un design parfait
- Utiliser un système de contrôle d'accès approprié
- Modifier la température de coulée du métal en fusion.
Défauts de porosité du gaz
N'oubliez pas que les cavités du moule ne sont jamais vides mais pleines de gros morceaux d'air.
Ainsi, lorsque le métal en fusion est coulé, l'air reste emprisonné car il est comprimé par le métal qui s'écoule.
Le gaz peut également provenir de l'hydrogène dissous dans les alliages d'acier, de l'humidité des lubrifiants à base d'eau, etc.
Quelles sont les causes possibles?
- Temps de coulage plus long
- Diminution de la température de coulée du métal en fusion
- Coulée interrompue du métal en fusion.
- Moules métalliques mal chauffés
- Section métallique mince.
Les solutions à ces causes sont:
- Augmenter la température de coulée du métal en fusion.
- Verser le métal en fusion dans un court laps de temps.
- Ajuster la composition chimique de l'acier inoxydable pour augmenter la fluidité.
- Extraire les scories de la surface en acier inoxydable.
- Ventiler correctement les moules et les noyaux
- Réduire la pression du gaz du moule. Cela se fait en ajustant de manière appropriée les propriétés du matériau de moulage.
Défauts de forme dans les pièces moulées en acier inoxydable
Voici quelques défauts liés aux formes :
- Inadéquation
- Déformation ou distorsion
- Éclair
un. Inadéquations
L'inadéquation des moules provient du décalage des moules d'éclair.
Le déplacement provoque par conséquent une dislocation au sein des lignes de séparation.
Raisons possibles
- L'inadéquation résulte du fait que les sections de glissement et de traînée du moule ne parviennent pas à maintenir leur bonne position.
- Mauvaise manipulation de la chape lorsqu'elle est positionnée au-dessus de la traînée.
Solutions
- Montez correctement les motifs sur les plaques d'allumettes.
- Utiliser une boîte de moulage adaptée.
b. Déformation ou distorsion
Causes probables
- Libération des contraintes résiduelles.
Solutions
- Traitement thermique de normalisation pour éliminer les contraintes résiduelles.
- Nivellement de la section entre la trempe et le vieillissement.
c. Éclair
Il s’agit de tout surplus de métal indésirable qui pénètre hors de la matrice.
Habituellement, le flash est connecté à la cavité ou au coureur.
Essentiellement, le flash forme une fine feuille de métal sur la surface de la séparation.
Les causes probables incluent:
- Résistance insuffisante de nombreuses pièces de la matrice.
- Destruction des visages morts
- Pression excessive
- Dysfonctionnement de la machine hydraulique
- Temps de coulage et de refroidissement insuffisant
Remèdes:
En général, la meilleure solution est de réduire le poids du moule.
J'espère que vous serez en mesure de traiter les différents défauts de moulage.
Il est important de prendre toutes les mesures nécessaires pour les contrôler.
Il faut savoir qu’il vaut mieux prévenir que guérir.
Le prochain segment de notre discussion est tout aussi crucial.
Normes et contrôle de la qualité des pièces moulées en acier inoxydable
Le processus de moulage implique plusieurs processus de fabrication.
Toutes ces techniques sont utilisées pour fabriquer avec précision des pièces en acier inoxydable.
Néanmoins, il existe certains facteurs qui pourraient nuire à la qualité des pièces moulées lors de la production.
Pour garantir une production parfaite des pièces, des tests de normalisation et d'évaluation de la qualité doivent donc être effectués avant l'emballage final et l'utilisation des pièces moulées.
Les pièces moulées en acier inoxydable subissent plusieurs vérifications et tests de qualité que nous aborderons en détail.
Continuez à étudier.
Certaines des mesures et normes de contrôle de la qualité utilisées sont :
Moulage en acier inoxydable ASTM A995
Ce mode de normalisation est utilisé pour déterminer la qualité de l'acier inoxydable austénitique-ferritique également connu sous le nom de Duplex.
Cette pièce moulée en métal est utilisée dans la fabrication de vannes, de raccords et de brides, etc.

Acier inoxydable duplex
Là encore, l'acier inoxydable duplex, une fois équilibré chimiquement, offre à la fois des propriétés mécaniques adaptées et une résistance élevée à la corrosion.
L'acier inoxydable duplex est soumis aux conditions suivantes afin de vérifier sa qualité :
- Traitement thermique optimal à la température requise.
Mais la température ne doit pas dépasser 600 °F (315 °C) pour éviter la formation de précipités sur les phases de coulée fragilisées.
- Ensuite, il est refroidi rapidement.
- Analyse de la chaleur et du produit – elle est effectuée pour garantir que les produits correspondent à la configuration chimique nécessaire de tous les ingrédients : carbone, manganèse, silicium, phosphore, soufre, chrome, nickel, molybdène, cuivre, tungstène et azote.
- Essai de tension pour confirmer la possession de certaines propriétés mécaniques vitales telles que la résistance à la traction, la résistance à l'élasticité et l'allongement.
Moulage en acier inoxydable ASTM A890
Cette spécification vise à couvrir un ensemble d'aciers inoxydables austénitiques/ferritiques.
Pour cela, les pièces moulées sont à nouveau traitées thermiquement de manière optimale à la température requise.
Cela est essentiel pour permettre au métal d’atteindre les propriétés mécaniques souhaitées et également d’obtenir une résistance à la corrosion.

Coulée en acier inoxydable
L'acier inoxydable doit donc respecter la bonne proportion de ses éléments chimiques : carbone, manganèse, phosphore, silicium, soufre, nickel, chrome, cuivre, molybdène, tungstène et azote.
De plus, les pièces moulées sont ensuite marquées pour faciliter l'identification des matériaux en fonction de leurs nuances et désignations respectives.
Tolérances de moulage à la cire perdue en acier inoxydable
Cette technique fait référence à la gamme dimensionnelle qui peut être obtenue par un processus de moulage à la cire perdue.
Apparemment, les tolérances diffèrent selon les fonderies et le type de procédé de moulage par précision utilisé.
Il existe cependant une norme de tolérance qui devrait servir de ligne directrice pour chaque fonderie.
Malgré le tableau de normalisation des tolérances, il est encore peu probable que les fonderies restent marginalement dans les limites des directives.
Il en est ainsi parce que les différentes fonderies ont des domaines de spécialisation variés, notamment en fonction des tailles des pièces produites.
La mécanisation compte aussi.
Certains équipements ont une influence directe sur les tolérances de coulée.
Il va sans dire que les tolérances sont affectées par les facteurs suivants :
- La température de la matrice
- Température de la cire, de la mousse ou du plastique
- Quantité de pression d'injection
- Composition du matériau du moule
- Temps de refroidissement
- La température du traitement thermique.
Les tolérances de moulage à la cire perdue sont regroupées en deux divisions :
- Tolérances linéaires
- Tolérance géométrique
Nous allons discuter brièvement des deux divisions.
Tolérance linéaire
Cela dépend en grande partie des éléments suivants des pièces moulées : longueur, planéité, concentricité, trous, rayons de congé, rectitude, etc.
Tolérance géométrique
S'applique aux sections suivantes des pièces moulées de précision : parallélisme, circularité, rectitude, tolérance des trous, circularité, planéité, rayons internes et congés.
Nous allons discuter de certaines de ces parties pour plus de clarté.

Coulée en acier inoxydable
un. Rondeur
La tolérance de circularité est déterminée en calculant la différence entre les rayons d'un vrai cercle et la circonférence du modèle négatif.
Plusieurs méthodes peuvent être utilisées pour déterminer la rondeur.
Cependant, la méthode la plus efficace consiste à prendre la différence entre les rayons maximum et minimum de la section circulaire.
b. Platitude
Cette tolérance est l'écart autorisé par rapport à un plan plat à l'intérieur de la pièce moulée.
Par conséquent, les surfaces moulées doivent varier en fonction de la dimension du plan le plus plat et du plan qui présente l'écart maximal autorisé.
La planéité des pièces moulées par précision est affectée par la quantité de retrait volumique de l'acier inoxydable fondu et de la cire.
Malheureusement, la tolérance générale de planéité ne peut pas être standardisée en raison des différentes configurations et des alliages variés de moulage par cire perdue utilisés.
c. Rectitude
Cette tolérance semble si proche de celle de la planéité mais elles sont assez différentes.
Par conséquent, la tolérance de rectitude fait référence à l'écart maximal autorisé d'une pièce par rapport à une ligne entièrement droite de la pièce moulée.
La rectitude n’est souvent pas facile à obtenir dans la plupart des pièces moulées.
Ceci est dû au fait que la plupart de ces pièces se plient facilement en raison de leurs sections assez minces et de leurs petites pièces.
d. Concentricité
Elle est caractérisée par deux surfaces cylindriques qui partagent un axe commun comme centre.
Le degré d'excentricité est obtenu en confirmant la différence de dimensions de l'emplacement d'un centre par rapport à un autre.
Le milieu d'un alésage jusqu'au diamètre extérieur d'une pièce particulière est concentrique à 0,003 pouce près pour chaque épaisseur de paroi de 0,5 pouce.
f. Tolérance de trou
Il s'agit de la rondeur requise pour un trou coulé.
Le métal voisin du trou doit être symétrique afin de s'emboîter correctement et de fournir un jeu adéquat.
La tolérance des trous est bonne pour le rétrécissement intérieur et également pour le diamètre jusqu'à 0,5 pouce.
Le jeu des trous doit varier dans la plage de +/- 0,003 pouce.
f. Trous courbes, congés et rayons internes
Les trous courbes doivent présenter une tolérance de diamètre d'environ +/- 0,005 pouce.
Pour les rayons et congés internes, ils sont difficiles à inspecter et à contrôler, c'est pourquoi, lors de leur conception, ils doivent être d'une largeur maximale.
Tolérances de moulage en acier inoxydable
Les différentes tolérances de moulage en acier inoxydable sont décrites ci-dessous comme suit :
un. Tolérance dimensionnelle
Les tolérances dimensionnelles doivent souvent être discutées et convenues entre le fabricant et l'acheteur.
Mais le plus important est que la tolérance sélectionnée doit pouvoir s’adapter et être compatible avec le processus pour lequel elle doit être utilisée.
L'Organisation internationale de normalisation (ISO) publie une liste de tolérances et d'allocations système pour toutes les pièces moulées.
b. Tolérances de poids
Si une tolérance au poids est nécessaire, certaines tolérances importantes sont alors vitales.
La tolérance de poids compense les variations par rapport aux poids moyens de moulage.
Là encore, les tolérances de poids des pièces moulées en acier sont émises et basées sur les normes ISO.
Spécifications des matériaux de moulage en acier inoxydable
Les ingrédients matériels de l’acier inoxydable sont importants pour déterminer ses propriétés chimiques, physiques et métallurgiques.
Il existe donc différents types d’acier.
Les aciers peuvent être de type carbone, inoxydable, ferritique, austénitique et allié.
Les alliages comprennent divers éléments chimiques tels que le manganèse, le silicium, le soufre, le phosphore, le chrome, le nickel et le molybdène.
Facteurs affectant le coût de la coulée d'acier inoxydable
Pour les fabricants de pièces moulées, la promotion commerciale est une priorité absolue.
Il est cependant fondamental de réduire considérablement les coûts de production.
Je suis sûr que vous vous demandez maintenant quels sont les coûts de ces moulages.
Eh bien, avant de mentionner des chiffres, vous devez comprendre que les coûts des moulages dépendent de certains facteurs.
Les principaux facteurs qui ont un effet sur les coûts comprennent :
- Four de coulée d'acier inoxydable
- Moules de coulée en acier inoxydable
- Traitement thermique des pièces moulées en acier inoxydable
- Spécifications des matériaux de moulage en acier inoxydable
- Méthodes de moulage de l'acier inoxydable
Je vais vous présenter tous les déterminants.
Four de coulée d'acier inoxydable
Comme mentionné précédemment, il existe deux principaux fours couramment utilisés dans les industries de moulage.
Il s'agit des fours à arc électrique et des fours à induction électrique.
Le four électrique à arc est largement utilisé dans la production de plus des trois quarts des pièces moulées en acier.
La raison en est que ce four est flexible et peut être utilisé à la fois pour la variation et le raffinage des matériaux de charge.
De plus, le four EAF est privilégié pour les grandes productions car il peut fondre de grandes quantités d'acier inoxydable.
Contrairement au four électrique à induction, le four électrique à induction est adapté à de plus petites quantités de production.
En conséquence, les pièces moulées résultant de l'incorporation du four électrique à induction ont des coûts inférieurs à ceux des pièces moulées correspondantes provenant d'un four à induction électrique.
Moules de moulage en acier inoxydable
Les matériaux utilisés dans la construction des moules ont également un impact direct sur les coûts des pièces moulées.
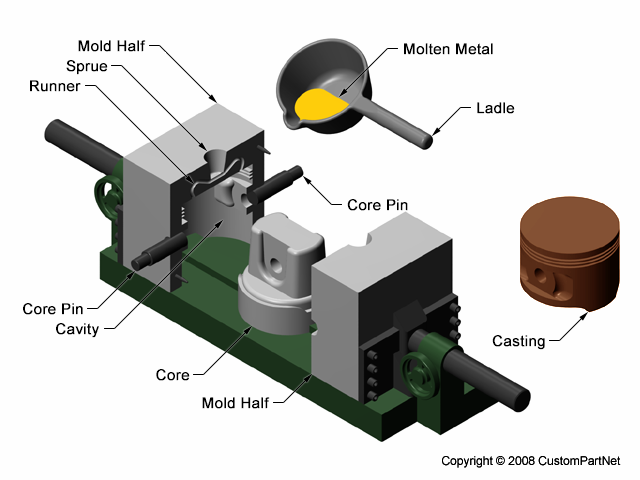
Coulée en moule
Ainsi, si vos productions utilisent des moules en verre, les prix des pièces moulées seront plus élevés que ceux des moules en sable ou fabriqués à partir d'autres matériaux disponibles localement.
Traitement thermique des pièces moulées en acier inoxydable
Les produits qui nécessiteraient un traitement thermique entraîneraient par conséquent des coûts plus élevés que ceux correspondants qui n'en nécessitent pas.

Traitement thermique
Par conséquent, les pièces moulées en acier inoxydable de la série « H », qui ne nécessitent pas de traitement thermique, seraient relativement moins chères que celles de la série « C », qui doivent être traitées thermiquement.
Spécifications des matériaux de moulage en acier inoxydable
Étant donné que les alliages d’acier ont une composition chimique variée, leurs prix correspondants sont également différents.
Les pièces moulées en acier inoxydable sont plus chères que les pièces moulées en acier ordinaires.
De même, les métaux en acier inoxydable qui nécessitent une modification de leurs composants chimiques sont relativement chers par rapport aux métaux ordinaires.
L'acier inoxydable 316 est assez cher par rapport à l'acier inoxydable 304 en raison de la teneur supplémentaire en molybdène qu'il contient.
Méthodes de moulage de l'acier inoxydable
Les procédés de moulage ont une influence directe sur les coûts des pièces moulées, de sorte que le prix des pièces moulées varie largement en fonction de la méthode utilisée.
En général, le moulage au sable et le moulage sous pression à basse pression sont assez bon marché et permettent de produire des pièces moulées à faible coût.
En revanche, la coulée centrifuge et la coulée continue font partie d'une liste de méthodes coûteuses qui impliqueraient des coûts plus élevés pour les pièces moulées finales.
Applications de la coulée d'acier inoxydable
En raison des qualités souhaitables de l'acier inoxydable en termes de résistance à la corrosion, de résistance élevée et de faible entretien, il offre une grande variété d'applications.
Nous allons discuter de certains de ces domaines dans lesquels l’acier inoxydable se démarque et fournit des services incontestables depuis des siècles.
Les applications courantes de l’acier inoxydable sont :
Industrie automobile/des transports
L'acier inoxydable a été utilisé pour la première fois il y a plusieurs années pour fabriquer des concept-cars.
Aujourd'hui, il est utilisé pour fabriquer des pièces d'échappement, des grilles, des garnitures et des convertisseurs de véhicules.
Aujourd'hui, on préfère utiliser de l'acier inoxydable dans la construction des sections structurelles des voitures.

Pièces détachées automobiles
Cette tendance récente à utiliser l'acier inoxydable dans la construction structurelle est motivée par le fait que l'acier inoxydable entraîne peu de coûts d'entretien, est respectueux de l'environnement et durable.
Dans l'industrie du transport, l'acier inoxydable est utilisé dans la construction de conteneurs de fret et de camions-citernes routiers/ferroviaires.
Il est pratiquement adapté au transport de presque tous les types de marchandises, y compris les produits chimiques, les aliments, les liquides, etc. De plus, il est très solide et peut donc supporter beaucoup de contraintes pendant le transport.
Secteur de la construction
L'acier inoxydable est couramment utilisé dans l'industrie de la construction en raison de sa bonne résistance, de sa résistance à la corrosion et également de sa flexibilité.

Serrure de porte en acier inoxydable moulé
En dehors de cela, il est appliqué dans les immeubles de grande hauteur pour le revêtement des sections extérieures.
Couverts et ustensiles de cuisine
L'acier inoxydable 410 et 420 sont utilisés dans la fabrication de couteaux tandis que le grade 304 est utilisé dans la fabrication de cuillères et de fourchettes.

Couverts en fonte d'acier inoxydable
Comme mentionné précédemment, les nuances 410 et 420 sont capables de durcir et de s'altérer, par conséquent, les couteaux produits peuvent être affûtés.
En comparaison, le 304 est exploitable et peut donc être transformé dans la forme souhaitée.
Architecture
Dans les cas de conception architecturale haut de gamme, l'acier inoxydable est utilisé.

Pièce moulée par cire perdue
Ceci parce qu'il est facile à souder, qu'il présente également une finition de surface de qualité et qu'il ne nécessite que peu d'entretien.
Industries médicales et pharmaceutiques
L'acier inoxydable propre et hygiénique est utilisé pour fabriquer divers équipements dans l'industrie pharmaceutique en raison de sa résistance à la corrosion et de sa simplicité de stérilisation.

Matériel médical
Les équipements chirurgicaux et dentaires sont principalement fabriqués en acier inoxydable.
Les implants chirurgicaux, les prothèses de hanche commerciales et les scanners IRM sont tous des produits en acier inoxydable.
Industrie de transformation alimentaire
L'acier inoxydable convient à la transformation et au stockage des aliments.
Il n’interfère jamais avec la saveur des aliments en plus d’être résistant à la corrosion.
La résistance à la corrosion est particulièrement appliquée lorsqu'il s'agit d'aliments très acides tels que le jus de citron et d'ananas.
Équipements en acier inoxydable moulé
De plus, l’acier inoxydable est facile à stériliser et est donc utilisé dans la fabrication d’équipements de transformation des aliments.
De plus, il est plus facile à nettoyer, éliminant ainsi toute saleté emprisonnée sur les surfaces de la machine.
Les classes 304 et 316 sont généralement appliquées ici.
Industries chimiques, pétrolières et gazières
Eh bien, ces industries opèrent dans un environnement extrêmement dangereux.
Par conséquent, l'acier inoxydable est utilisé pour aider à freiner tout phénomène inattendu, tel que les fuites de gaz dues à la corrosion.
En fait, il s’agit du contexte le plus hostile qui utilise principalement l’acier inoxydable.

Poubelle en acier inoxydable
Dans ces industries, on utilise des réservoirs, des évents, des vannes, des pompes et des tuyaux en acier inoxydable.
Des nuances spéciales d'acier inoxydable ont également été modifiées pour obtenir une excellente résistance à la corrosion, répondant ainsi aux exigences des égouts, des applications marines, des plates-formes pétrolières, etc.
Centrales électriques
Les centrales électriques utilisent de l'acier inoxydable pour renforcer leurs machines et ainsi augmenter leur résistance, résister à la corrosion et supporter des températures extrêmement élevées.
Les alliages de nickel sont utilisés en particulier pour leur durabilité à haute température et leur résistivité à l'oxydation.

Turbine de pompe en acier inoxydable
La géothermie, l’éolien, le solaire et l’hydroélectricité utilisent tous des produits en acier inoxydable pour résister à l’environnement marin hostile.
La partie suivante est très intéressante.
Continuer à lire.
Forgeage et moulage en acier inoxydable – Comparaison ultime
Nous allons comparer ces deux processus distincts à l’aide d’un certain nombre de lignes directrices décrites ci-dessous.
Forgeage d'acier inoxydable est un processus mécanique qui implique une déformation régulée du métal dans les formes souhaitées en utilisant la pression et l'impact.
Alors que le moulage de l'acier inoxydable est le processus d'introduction du métal en fusion dans des moules spécialement souhaités.
Ensuite, on le laisse refroidir et se solidifier dans les formes souhaitées.
Quelle est la différence entre leurs avantages ?
Il faut dire que les deux procédés techniques ont eu leurs bénéfices.
Bien sûr, je vais énumérer leurs avantages respectifs afin que vous puissiez comparer et contraster pour déterminer votre choix préféré.
Allons-nous commencer par forger ?
Voici les avantages de l’utilisation du forgeage en acier inoxydable.
- Le forgeage améliore considérablement la résistance des matériaux. En effet, lors du forgeage, les structures de grains directionnels aléatoires des matériaux sont alignées sur une direction unilatérale spécifique.
- Pratiquement tous les types de métaux en acier inoxydable peuvent être forgés.
- Les productions forgées ont une ductilité supérieure et offrent une grande résistance à de nombreuses contraintes et impacts.
- Très efficace et produit des pièces dimensionnelles précises.
- Elle affine également la structure générale du matériau. Par conséquent, les matériaux produits posséderaient à leur tour d'excellentes propriétés mécaniques
- Des formes et des dimensions variées peuvent être forgées.
- Les matériaux forgés ont des formes presque nettes.
Avantages des pièces moulées en acier inoxydable
- Le processus de moulage est plus rapide. Une fois les pièces éjectées après solidification complète, elles sont presque certainement prêtes à l'emploi, sauf si peu de finitions restent à faire.
- Grâce au processeur plus rapide, les coûts et le temps de production sont considérablement réduits.
- Le coût de ce procédé est initialement élevé mais, à long terme, il est relativement faible. Les pièces moulées ne nécessitent pas de machines lourdes pour le processus de finition.
- Les pièces moulées produites sont également durables.
- Différents types de pièces moulées en acier inoxydable sont disponibles en fonction de l'usage auquel elles sont destinées. Les propriétés du matériau telles que la résistance, la finition de surface, la température et la résistance à la corrosion, entre autres, peuvent être incorporées et modifiées en fonction des spécifications de l'acheteur.
Comparaison de force
Les matériaux en acier inoxydable forgé ont une résistance extrêmement supérieure à celle des matériaux moulés.
Pourquoi?
Le processus de forgeage est généralement réalisé en utilisant la force et la pression, ce qui aligne la structure du grain de l'acier inoxydable dans une direction spécifique.
Alors que l'acier inoxydable coulé a une résistance plus faible, l'acier inoxydable fondu est injecté dans les moules et peut librement prendre la forme de la cavité.
La cohérence des matériaux
Grâce au pré-usinage des matériaux forgés en acier inoxydable.
Ils peuvent être transformés en formes qui conservent leur uniformité alors que les pièces moulées en acier inoxydable peuvent ne pas présenter une réelle uniformité.
Les limitations en termes de tailles
Le procédé de moulage produit des matériaux de tailles variées. Cela signifie qu'il n'y a aucune limite de taille pour les pièces moulées en acier inoxydable.
Mais le forgeage nécessite quelques considérations particulières.
Il est beaucoup plus facile de forger des matériaux pesant jusqu’à 50 kilogrammes à l’aide de machines ordinaires.
Au-delà de cette limite, il faudrait de nombreuses machines hautement techniques et puissantes pour y parvenir.
Par conséquent, le casting serait une meilleure alternative.
Production de formes creuses
Le procédé de moulage est particulièrement adapté à la production de toutes quantités de pièces creuses présentant des cavités et même des porosités.
Bien que le processus de forgeage ne tienne pas compte des tolérances de porosité et de cavité.
Coûts globaux
Le procédé de moulage utilise un équipement relativement peu coûteux, allant du sable à la cire, en passant par des modèles simples fabriqués localement.
Cependant, le forgeage nécessite des machines très coûteuses, comme des matrices de haute technologie. Le forgeage de l'acier inoxydable est donc coûteux.
La complexité des productions
Le processus de moulage est spécialement utilisé pour la production de formes et de conceptions en acier inoxydable très complexes.
Avec le forgeage, vous ne pouvez produire que des pièces ou des produits simples.
Entreprise de moulage d'acier inoxydable – KDM Steel, votre partenaire fiable
La société KDM Steel est la meilleure entreprise de moulage d'acier en Inde.
Nous sommes basés dans la zone industrielle de Khalilabad.
Avec plus de 8 ans d'expérience dans ce secteur manufacturier depuis sa création en 2004.
Nous proposons à nos clients une vaste gamme de produits en acier doux et de pièces moulées en acier.

Acier KDM
De plus, notre processus de moulage est très approprié et efficace.
Le résultat est le moulage souhaité.
Nous disposons avant tout d'une équipe de professionnels qui supervisent et prennent en charge l'ensemble du processus pour assurer le bon déroulement des opérations.
Nous disposons de fonderies qui fournissent des pièces moulées avec une excellente tolérance.
En outre, nous confirmons que tous les produits ont atteint les plages de tolérance définies conformément aux normes ISO.
Ce strict respect garantit que toutes nos pièces moulées ont des dimensions précises.
Notre seul but est de vous offrir des produits de super qualité à des tarifs abordables.
En effet, nous essayons de réduire les usinages inutiles, réduisant ainsi les coûts et donnant à nos clients la possibilité d'acheter les produits à de bons tarifs.
Une fois que vous passez une commande, nos professionnels discuteront avec vous des détails les plus fins auxquels vous souhaiteriez être pris en charge.
Il peut s’agir notamment de la finition de surface, de la tolérance, des dimensions et des éventuelles procédures douanières.
Cela nous permet de vous servir à temps et d'effectuer une livraison dans les délais.
Vos besoins sont nos priorités absolues, laissez-nous gérer tout votre stress et nous les résoudrons comme il se doit.
Contactez-nous chez KDM Steel Company, entreprise de fabrication d'acier.
Conclusion
Enfin, vous êtes prêt à partir.
Je suis presque sûr que vous comprenez maintenant tout ce qu’implique le moulage en acier inoxydable.
Vous pouvez également identifier les types d’acier inoxydable les plus adaptés à la coulée.
Plus important encore, les différents mécanismes de coulée de l’acier inoxydable sont discutés en détail.
Vous devez être capable de minimiser les défauts qui peuvent survenir sur les pièces moulées pendant la production.
Essentiellement, examinez simplement les facteurs prédominants et décidez de la méthode de casting la plus appropriée qui correspond à vos besoins.
N'oubliez pas de toujours contacter KDM Steel Company – votre partenaire fiable pour tous vos besoins en acier.
Chez KMD Steel, nous sommes là pour faire de votre moulage en acier inoxydable un succès – Contactez-nous aujourd'hui.