

La fabrication de tôles offre une méthode peu coûteuse et efficace de production de boîtiers électroniques.
Normalement, ces boîtiers métalliques ont des dépenses matérielles considérablement réduites par rapport à Usiné CNC types.
Ce guide explore tout ce que vous devez savoir sur le processus de fabrication des boîtiers en tôle.
Continuez à lire.
Outils et équipements de fabrication de boîtiers en tôle

Boîtier en tôle
De nombreux outils et équipements sont utilisés dans le processus de fabrication des boîtiers en tôle. Parmi les machines et outils les plus couramment utilisés, on trouve :
- Logiciel de conception CAO
- Découpeurs laser
- Machines de poinçonnage CNC
- Machines combinées laser/poinçonneuse
- Soudeurs robotisés
- Machines de pliage, telles que les plieuses robotisées automatisées, les cintreuses de panneaux automatisées et les presses plieuses manuelles.
- Machines-outils à commande numérique
- Machines de tournage de précision
- Machines à mesurer tridimensionnelles (MMT)
- Installation de revêtement en poudre
Processus de fabrication d'un boîtier en tôle
Étape 1 : Concept et conception d'un boîtier en tôle
Cela constitue une étape intégrale du processus de fabrication des boîtiers en tôle.
Cela peut influencer l'efficacité des coûts et la meilleure approche de production du processus de fabrication.
L’étape consiste à déterminer les spécifications du boîtier en tôle en fonction de votre conception.
Des croquis approximatifs seront réalisés pour comprendre l’étendue du processus de fabrication.
Après avoir finalisé tous les détails, l'équipe d'ingénierie réalisera le dessin final du boîtier en tôle.
Ici, des calculs approfondis sont effectués pour établir les niveaux de contrainte sur les différentes parties de l'enceinte.
Cette évaluation et ce calcul dicteront le processus ultérieur de fabrication des enceintes en tôle.
Étape 2 : Découpe
La première étape de toute processus de fabrication de tôle est en train de couper. Dans cette procédure, vous devez vous assurer que toutes les mesures des dessins sont coupées avec précision à la taille.
Il s’agit de l’une des étapes les plus importantes, car si les mesures sont inexactes, l’ensemble du boîtier métallique ne sera pas fabriqué correctement.
Le processus de découpe de tôle s'effectue à l'aide d'un certain nombre d'outils de découpe simples à avancés.
Par exemple, le cisaillage est la technique courante de découpe de tôles pour les boîtiers électroniques.
Néanmoins, des machines laser ultramodernes sont utilisées pour découper des matériaux durs spéciaux, des alliages spéciaux et des métaux précieux.
1. Couper avec des ciseaux
Ici, une force de cisaillement est exercée par 2 outils, l'un au-dessus et l'autre en dessous de la tôle. Qu'il s'agisse de lames supérieures et inférieures ou de poinçons et matrices, l'outil exerce une force rapide vers le bas sur la tôle reposant sur l'outil inférieur.
Normalement, vous laissez un petit espace entre les marges des outils supérieurs et inférieurs.
Cela facilite la séparation du matériau du boîtier. La taille de l'espace libre est généralement de 2 à 10 pour cent de l'épaisseur de la tôle.
Il existe plusieurs procédés de découpe de tôle qui utilisent des forces de cisaillement pour séparer le matériau d'un bloc de tôle de diverses manières.
En appliquant plusieurs opérations ensemble, vous pouvez fabriquer des boîtiers en tôle avec des profils et des découpes de n'importe quelle géométrie 2D.
Les techniques de découpe par cisaillement courantes utilisées dans le processus de fabrication de tôles comprennent :
2. Tonte
La terminologie tonte désigne à lui seul une procédure de coupe distinctive qui permet des coupes linéaires pour diviser une tôle destinée à la fabrication de boîtiers électroniques.
Habituellement, vous appliquez un cisaillement pour couper une feuille de métal alignée sur un contour existant qui est maintenu d'équerre.
Néanmoins, vous pouvez également réaliser des coupes en angle.
À cet égard, le cisaillement est principalement utilisé pour couper des tôles en plus petites tailles en vue d'autres processus de fabrication de boîtiers métalliques.
L'opération de cisaillement est réalisée à l'aide d'une cisaille, communément appelée cisaille mécanique ou cisaille d'équerrage.
Vous pouvez faire fonctionner l'équipement manuellement, ou par énergie pneumatique, hydraulique ou électrique.
Une cisaille ordinaire se compose de :
- Une table avec des bras de support pour maintenir la tôle
- Guides ou butées pour fixer la feuille
- Lames droites supérieures et inférieures
- Appareil de mesure pour positionner avec précision la tôle
La tôle est positionnée entre la lame supérieure et la lame inférieure. Vous forcez ensuite les lames ensemble contre la tôle, la découpant à la taille souhaitée.
Dans la plupart des cisailles, la lame inférieure reste stationnaire tandis que la lame supérieure est poussée vers le bas.
3. Obturation
Obturation fait référence à une procédure de coupe où vous retirez une pièce de tôle d'une pièce de stock plus grande en exerçant une force de cisaillement suffisante.
La pièce retirée, appelée pièce brute, n'est pas un déchet mais plutôt la pièce de boîtier en tôle souhaitée.
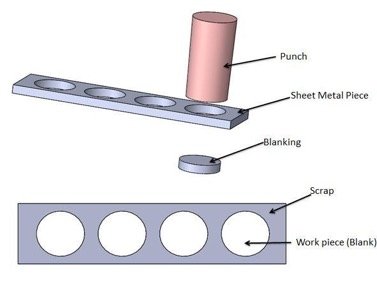
Découpage de tôle
Vous pouvez appliquer un découpage pour découper des pièces de boîtier électronique dans presque toutes les formes 2D.
Cependant, cette méthode est utilisée pour découper des pièces ayant des géométries simples qui subiront une mise en forme supplémentaire lors des processus ultérieurs de fabrication de boîtiers en tôle.
L'opération de découpage nécessite une presse de découpage, une matrice de découpage et un poinçon de découpage. Vous placez la tôle au-dessus de la matrice dans la presse de découpage.
Plutôt que d'avoir une cavité, la matrice présente une découpe ayant la forme de la pièce de boîtier métallique requise.
Vous devez fabriquer la matrice sur mesure, sauf si vous formez une forme standard.
Au dessus de la tôle se trouve le poinçon de découpage qui est un outil ayant la forme de la pièce de boîtier requise.
Le poinçon et la matrice sont généralement fabriqués à l'aide de carbure ou d'acier.
À grande vitesse, la presse hydraulique pousse le poinçon vers le bas dans la tôle.
Il existe un petit jeu, généralement de 10 à 20 pour cent de l'épaisseur de la tôle, entre la matrice et le poinçon.
Lorsque le poinçon de découpage frappe le matériau, la tôle à l'intérieur du jeu se plie rapidement puis se sépare.
La pièce découpée de la tôle tombe librement dans la cavité de la matrice.
De plus, la procédure est exceptionnellement rapide, certaines presses de découpage ayant la capacité d’effectuer plus de 1 000 coups par minute.
4. Découpe fine
Le découpage fin fait référence à un type de découpage spécialisé où vous cisaillez la pièce brute de la tôle en exerçant trois forces distinctes.
Cette technique permet de produire des pièces de boîtier métalliques avec des bords plus lisses présentant un minimum de bavures, une meilleure planéité et une tolérance serrée de ± 0,0003.
D'ailleurs, vous pouvez réaliser des pièces de boîtiers électroniques de haute qualité qui ne nécessitent aucun traitement supplémentaire.
Néanmoins, l'outillage et l'équipement supplémentaires augmentent le coût initial, ce qui rend le découpage fin préférable pour la fabrication de boîtiers en tôle à grand volume.
La majorité des équipements et outillages utilisés pour le découpage fin sont les mêmes que pour le découpage conventionnel.
Néanmoins, comme mentionné précédemment, le découpage fin implique l’exercice de trois forces.
La première est une force de serrage vers le bas exercée sur la surface supérieure de la tôle. Un mécanisme de serrage serre fermement une plaque de guidage contre la tôle et est maintenu en position par une bague d'impact.
Parfois appelé stinger, l'anneau d'impact entoure le périmètre de l'emplacement de suppression.
Le processus de découpage fin applique la deuxième force sous la tôle, directement face au poinçon, à travers un « coussin ».
Le rôle du coussin est d'offrir une contre-force tout au long de l'opération de découpage et de libérer ultérieurement le découpage.
Ces 2 forces minimisent le flambage de la tôle et améliorent la planéité de la pièce.
La troisième force est exercée par le poinçon de découpage agissant sur la tôle et découpant la pièce brute dans l'ouverture de la matrice.
Le jeu entre la matrice et le poinçon est plus petit lors de l'application d'un découpage fin dans le processus de fabrication de boîtiers en tôle.
Le jeu est d'environ 0,001 pouce et le processus de découpage est effectué à des vitesses plus lentes.
Ainsi, au lieu de casser la tôle pour libérer la pièce brute, celle-ci s'écoule et est extrudée à partir de la tôle. Cela donne un bord plus lisse.
5. Poinçonnage
Le poinçonnage fait référence à un processus de découpe de tôle où vous retirez un morceau de matériau en exerçant une force de cisaillement suffisante.
Le poinçonnage est identique au découpage, à la différence que la pièce découpée est une ferraille.
Le matériau mis au rebut, appelé limace, laisse derrière lui le profil de caractéristique intérieure requis dans la tôle, comme une fente ou un trou.
Vous pouvez utiliser la perforation pour créer des découpes et des trous de différentes formes et tailles.
En règle générale, les trous perforés ont des formes géométriques simples (rectangle, carré, cercle, etc.) ou des mélanges de celles-ci.
Les marges de ces pièces de boîtier en tôle perforée présenteront quelques bavures dues au cisaillement et sont de qualité raisonnablement bonne.
En règle générale, vous devrez effectuer des opérations de finition supplémentaires pour obtenir des bords plus lisses.
L'application du poinçonnage dans le processus de fabrication de boîtiers en tôle nécessite une presse poinçonneuse, une matrice et un poinçon.
Vous placez la tôle au milieu du poinçon et de la matrice dans la presse poinçonneuse.
La matrice, située sous la tôle, présente une découpe ayant la forme de la pièce de boîtier souhaitée.
Au-dessus de la tôle, la presse saisit le poinçon qui a également la forme de la pièce souhaitée.
À grande vitesse, la presse poinçonneuse pousse le poinçon vers le bas contre la tôle et dans la matrice en dessous.
Il existe un jeu entre la matrice et la marge du poinçon, ce qui fait que la tôle se plie et se casse rapidement.
La pièce que vous découpez dans la tôle tombe librement à travers l'ouverture conique de la matrice. Vous pouvez réaliser ce processus de fabrication de boîtiers en tôle à l'aide d'une presse poinçonneuse manuelle, bien que les presses poinçonneuses CNC soient courantes de nos jours.

Poinçonnage de boîtiers en tôle
Un processus de poinçonnage typique implique un poinçon cylindrique qui perce la tôle, créant un seul trou.
Néanmoins, il existe un certain nombre de processus que vous pouvez utiliser pour créer différentes fonctionnalités.
Voici les autres techniques de poinçonnage que vous pouvez utiliser dans le processus de fabrication de boîtiers en tôle :
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6. Coupe sans cisaillement
Ici, les processus de coupe utilisent d’autres mécanismes, tels que l’abrasion ou l’énergie thermique.
Cette forme de découpe est utilisée dans les processus de fabrication de boîtiers en tôle industrielle, qui nécessitent de la précision et des temps de traitement rapides.
Certaines des techniques de découpe sans cisaillement populaires utilisées pendant le processus de fabrication d'enceintes en tôle comprennent :
7. Découpe au laser
Découpe laser utilise un faisceau laser de haute puissance pour couper la tôle.
Une chaîne de lentilles et de miroirs dirige et concentre un faisceau lumineux à haute énergie sur la surface de la feuille où vous êtes censé couper.
Lorsque le faisceau lumineux frappe la surface, son énergie fond et fait évaporer la tôle en dessous.
Un jet de gaz est utilisé pour éliminer toute vapeur résiduelle ou tout métal en fusion de la coupe.
Vous contrôlez précisément la position du faisceau laser correspondant à la tôle pour permettre au laser de prendre le chemin de coupe requis.
Cette technique de découpe est réalisée sur des machines de découpe laser.
Le laser à base de CO2 d'une puissance d'environ 1 000 à 2 000 watts est le type de laser le plus courant appliqué à la découpe de tôles.
Néanmoins, le Nd-YAG et le Nd sont parfois utilisés dans des procédés de fabrication de boîtiers métalliques de très haute puissance.
8. Découpe plasma
Découpe plasma utilise un flux concentré de gaz ionisé (plasma) pour couper la tôle.
Le plasma circule à une vitesse et une température exceptionnellement élevées et une buse le dirige vers le point de coupe.
La tôle fond lorsque le plasma frappe la surface située en dessous. Le flux de gaz ionisé provenant de la buse souffle ensuite le métal en fusion de la découpe.
Il est nécessaire de contrôler avec précision la position du flux de plasma par rapport à la tôle. Cela lui permet de suivre le chemin de coupe requis.
La découpe au plasma est réalisée à l'aide d'une torche à plasma qui peut être portative ou, plus communément, contrôlée par ordinateur.
La machine de découpe plasma CNC vous permet de réaliser des coupes complexes et précises pendant le processus de fabrication de boîtiers en tôle.
Différente de la découpe laser, cette technique ne nécessite aucun outillage physique.
Par conséquent, la découpe plasma réduit les coûts initiaux et facilite la fabrication de boîtiers en tôle à faible volume, ce qui permet de réaliser des économies.
De plus, les capacités de découpe plasma diffèrent légèrement de celles de la découpe laser.
Bien que les deux méthodes puissent découper presque n’importe quelle forme 2D à partir de tôle, vous ne pouvez pas atteindre des niveaux de précision et de finition similaires avec la découpe plasma.
Il se peut que vous ayez des bords rugueux, en particulier lorsque vous utilisez des tôles plus épaisses pour la fabrication de boîtiers.
De plus, la surface du matériau formera une couche d’oxyde qui pourra être éliminée par des processus secondaires.
Néanmoins, la découpe plasma a la capacité de couper des tôles plus épaisses par rapport à la découpe laser.
Cela permet son utilisation dans la fabrication de boîtiers au-delà de la tôle.
9. Découpe au jet d'eau
Découpe au jet d'eau applique un jet d'eau à grande vitesse pour couper la tôle.
En général, l'eau est composée de particules abrasives nécessaires à l'usure du matériau et s'écoule en jet fin à des vitesses élevées, environ 2000 pieds/sec.
Le jet d'eau exerce alors une pression extrêmement élevée (environ 60 000 psi) au niveau de la découpe de la tôle, ce qui érode rapidement le matériau.
Normalement, la position du jet d'eau est contrôlée par ordinateur pour le déplacer le long du chemin de coupe requis.
Vous pouvez utiliser la découpe au jet d'eau pour découper presque n'importe quelle forme 2D à partir de la tôle.
Les largeurs de coupe varient souvent entre 0,002 et 0,06 pouces et produisent des bords de bonne qualité.
De plus, une finition secondaire n'est pas nécessaire puisque la découpe au jet d'eau ne forme pas de bavures.
De plus, la déformation thermique n’est pas un problème dans la découpe au jet d’eau de tôles.
Cela est dû au fait qu’il n’utilise pas de chaleur pour faire fondre le matériau, comme c’est le cas dans la découpe plasma et laser.
Étape 3 : pliage de la tôle
Le pliage fait référence à l'application d'une force sur une tôle, lui permettant de se courber à un angle spécifique et de créer la forme d'enceinte souhaitée.
Pliage de tôle l'opération entraîne une déformation selon un seul axe.
Cependant, vous pouvez effectuer une série de procédures différentes pour former une pièce de boîtier complexe.
Un pli de boîtier en tôle peut présenter plusieurs paramètres distincts, comme illustré dans le diagramme ci-dessous.

Pliage de tôles métalliques
L'opération de pliage entraîne à la fois une compression et une tension à l'intérieur de la tôle. De plus, la partie externe du matériau subit une tension et s'étend sur une longueur considérable.
De plus, l'acte de pliage entraîne à la fois une tension et une compression dans la tôle, tandis que la section interne subit une compression et se rétrécit.
L'axe neutre désigne la ligne limite à l'intérieur de la tôle, à travers laquelle aucune force de compression ou de tension n'existe.
De ce fait, la longueur de cet axe reste constante.
Vous pouvez relier le réglage de la longueur de la surface interne et externe à la longueur plate initiale par 2 paramètres.
Les deux variables sont la déduction de pliage et la tolérance de pliage, qui sont illustrées dans le diagramme ci-dessous.

plier l'axe neutre
Le facteur K désigne l'axe neutre de la tôle. Il est calculé comme le rapport entre l'axe neutre et l'épaisseur du matériau.
Le facteur K dépend d'un certain nombre de paramètres, tels que le matériau, l'angle de pliage, l'opération de pliage, etc.). Habituellement, il est supérieur à 0,25, mais ne peut pas dépasser 0,50.
Lors du pliage de la tôle, les contraintes restant dans le matériau lui permettent de reprendre sa forme initiale de manière modérée après la procédure de pliage.
En raison de cette récupération élastique, vous devez plier la tôle d'une quantité spécifique pour obtenir l'angle de pliage et le rayon souhaités.
Vous aurez un rayon de courbure final plus grand par rapport à celui initialement formé, en plus d'un angle de courbure final plus petit.
Facteur de retour élastique, KS est le rapport entre l'angle de pliage final et l'angle de pliage initial.
Le degré de retour élastique dépend de diverses variables, notamment du matériau, du processus de pliage, ainsi que du rayon et de l'angle de pliage de départ.

Retour élastique lors du pliage de la tôle
En règle générale, l'opération de pliage dans le processus de fabrication de boîtiers en tôle est effectuée sur une machine appelée presse plieuse.
Le fonctionnement de l'équipement peut être manuel ou automatique.
Une presse plieuse est composée d'un outil inférieur appelé matrice et d'un outil supérieur appelé poinçon. Vous positionnez la tôle entre ces 2 outils pendant le processus de pliage.
Vous placez soigneusement la tôle au-dessus de la matrice et la maintenez en position à l'aide de la butée arrière. Le poinçon s'abaisse alors et force le matériau à se plier.
Avec une presse plieuse automatique, la puissance d'un vérin hydraulique force le poinçon dans la tôle.
La profondeur à laquelle le poinçon enfonce la tôle dans la matrice détermine l'angle de pliage atteint.
L'outillage standard est généralement utilisé pour la matrice et le poinçon. Cependant, vous pouvez utiliser un outillage personnalisé pour des processus de pliage spécialisés, mais cela entraînera des coûts supplémentaires.

Presse plieuse
Il existe néanmoins plusieurs autres techniques que vous pouvez utiliser pour le pliage pendant le processus de fabrication de la tôle.
Pliage en V
Dans cette méthode de pliage de tôle, la matrice et le poinçon prennent une forme en « V ».
Le poinçon enfonce la tôle dans le canal en forme de « V » à l'intérieur de la matrice en V, ce qui la fait plier.
Dans le cas où le poinçon ne pousse pas le matériau vers le fond de la cavité, laissant de l'air ou de l'espace en dessous, on parle de « pliage à l'air ».
Par conséquent, la rainure en V doit présenter un angle plus prononcé par rapport à l'angle que vous formez dans la tôle.
Lorsque le poinçon pousse la tôle vers le fond de la cavité de l'outil, on parle de « fond ».
Avec cette technique, vous avez plus de contrôle sur l'angle car le retour élastique est réduit. Néanmoins, vous aurez besoin d'une presse plus lourde.
Dans les deux méthodes, la largeur de l’ouverture de la matrice, ou rainure en forme de « V », est normalement de 6 à 18 fois l’épaisseur de la tôle.
Ce chiffre est connu sous le nom de rapport de matrice et équivaut à diviser l'ouverture de la matrice par l'épaisseur de la feuille.
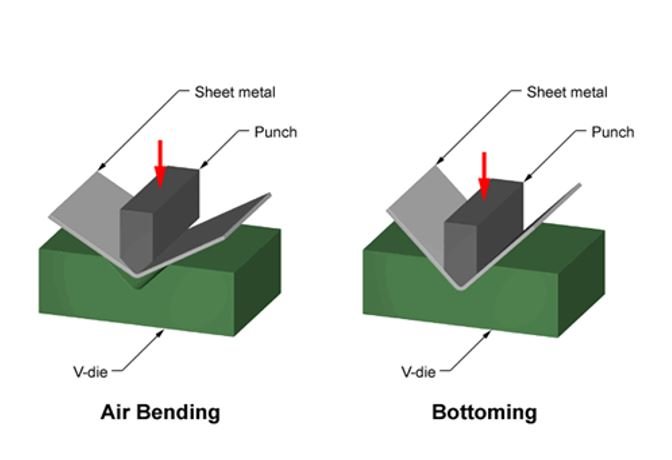
Pliage en V de tôles
Essuyer le pliage
Parfois appelé pliage des bords, le pliage par essuyage est une autre méthode de pliage courante utilisée dans le processus de fabrication des boîtiers en tôle.
Cette technique de pliage nécessite de maintenir la feuille contre la matrice d'essuyage à l'aide d'un tampon de pression.
Le poinçon pousse ensuite contre la marge de la tôle qui s'étend au-delà du tampon et de la matrice.
La tôle se courbera contre le rayon du bord de la matrice d'essuyage.

Essuyer le pliage
Étape 5 : Techniques d'assemblage pour former un boîtier en tôle
Comment choisir la ou les bonnes méthodes d’assemblage de métaux pour votre boîtier ?
Ici, nous vous aiderons à décider de la technique d'assemblage appropriée à appliquer pendant le processus de fabrication de boîtiers en tôle :
Coffret électrique de soudage
Il y a plusieurs soudure de l'enceinte électrique options que vous pouvez utiliser lors de l'assemblage du boîtier en tôle.
La méthode à appliquer dépend du type de métal, de l’épaisseur du matériau et de l’équipement de soudage.
Certaines des opérations de soudage courantes comprennent :
Soudage MIG
Il s'agit d'une opération de soudage à l'arc au cours de laquelle vous introduisez un fil-électrode sans fin dans le bain de soudure à travers le pistolet de soudage. Pour protéger le bain de la pollution, vous introduisez également un gaz de protection via le pistolet.
Soudage TIG
Cette méthode de soudage utilise une électrode infusible à base de tungstène et un arc électrique pour réaliser les soudures. La technique de soudage est adaptée aux tôles d'une épaisseur allant jusqu'à 8 à 10 mm.
Soudure au laser
Le soudage au laser utilise un résonateur laser solide de haute puissance pour faire fondre la tôle. La méthode de soudage vous permet de produire des soudures uniformes et de qualité supérieure.
Assemblage mécanique
L'assemblage ou la fixation mécanique diffère largement des procédés de collage ou de soudage. Cette procédure d'assemblage nécessite divers éléments mécaniques pour fixer ensemble plusieurs composants du boîtier.
Le matériel mécanique commun utilisé dans cette technique d'assemblage employée dans l'opération de fabrication de boîtiers en tôle comprend :
- Vis
- Boulons
- Noix et
- Rivets
Également appelé fixation filetée, l'assemblage mécanique crée des joints plus solides que les adhésifs, bien qu'ils ne soient pas aussi résistants que les joints soudés.
L'assemblage mécanique peut être temporaire ou permanent. Les fixations telles que les écrous, les vis et les boulons sont des techniques d'assemblage temporaires, tandis que le rivetage est une méthode d'assemblage perpétuelle.
Contrairement au processus de soudage, vous pouvez remplacer ou ajuster le matériel ou les fixations utilisés dans l'assemblage mécanique si nécessaire.
De plus, contrairement à la technique de soudage, vous n'avez pas besoin de chaleur dans la procédure, éliminant ainsi le risque de déformation et de décoloration de la tôle.
Collage par collage
La plupart des fabricants utilisent des méthodes d'assemblage et de soudage mécaniques pour les pièces structurelles lorsqu'il s'agit de processus sophistiqués de fabrication de boîtiers en tôle.
Les adhésifs sont utilisés de manière esthétique pour ajouter des détails dans les cas où les fixations et les soudures ne doivent pas être visibles.
Similaire à l'assemblage mécanique, le collage est idéal pour cela car il ne décolore pas et ne déforme pas le métal, contrairement aux techniques de soudage.
De plus, il est facile de dissimuler les collages.
Cela est dû au fait que les adhésifs sont essentiellement dissimulés entre deux substrats, ce qui peut donner une amélioration esthétique par rapport aux fixations mécaniques et au soudage.
Cependant, le collage présente des inconvénients malgré la grande solution esthétique qu’il offre.
Le principal inconvénient de l’utilisation d’adhésif dans le processus de fabrication de boîtiers en tôle est la résistance des joints.
Le collage adhésif est la technique d'assemblage de tôles la moins durable parmi les trois techniques décrites.
Il est également essentiel de tester correctement les adhésifs sur le boîtier spécifique pour éviter toute défaillance.
De plus, certains adhésifs nécessitent un équipement ayant une construction spéciale pour une application appropriée.
Par exemple, vous devez appliquer des adhésifs acryliques à l'aide d'un équipement en acier inoxydable. De plus, bien que les méthodes d'assemblage telles que le soudage soient instantanées, les adhésifs nécessitent un temps de séchage.
En résumé, vous pouvez appliquer plusieurs techniques d'assemblage lors de la fabrication d'un boîtier en tôle. La plupart des conceptions de boîtiers métalliques complexes nécessitent les trois.
Étape 6 : Broyage
Le meulage désigne l'opération au cours de laquelle le grain frappe la tôle. La plupart des processus de fabrication de tôle de précision appliquent au moins un certain degré d'automatisation.
Le meulage d'une pièce en tôle soudée est un processus essentiellement manuel.
Il faut exercer une pression suffisante au bon angle pour permettre aux grains du disque abrasif d'éliminer le plus de métal possible dans les plus brefs délais.
Dans le même temps, il est important de veiller à ne pas user prématurément le disque ni à ne pas épuiser l'outil de meulage.
Il existe un certain nombre de paramètres qui doivent être gérés efficacement pour un flux de pièces réussi.

Rectification de tôles
Étape 7 : Ponçage
Après avoir poncé l'ensemble du boîtier en tôle, le ponçage est l'étape suivante qui garantit une surface propre et polie avant la finition finale.
Le processus consomme également du temps et est essentiel dans le processus de fabrication des boîtiers en tôle.
Étape 8 : Finition finale
Tout comme les matériaux, les finitions de surface offrent des solutions distinctes pour différentes utilisations de boîtiers en tôle.
Toutes les finitions de surface ne sont pas proportionnellement adaptées pour protéger la tôle dans différentes conditions.
Il est donc essentiel de prendre en compte les facteurs suivants lors de la sélection de la finition appropriée à utiliser dans le processus de fabrication des boîtiers en tôle :
- Où l'enceinte sera située ; à l'intérieur ou à l'extérieur.
- Température à laquelle la finition de surface sera soumise
- Type de produits chimiques auxquels la finition pourrait être exposée
- Préoccupations liées aux rayons UV
Il existe plusieurs finitions de surface permettant d'augmenter la résistance à la corrosion d'un matériau. Examinons les opérations de finition de surface courantes appliquées pendant le processus de fabrication des boîtiers en tôle :
Revêtement en poudre
Le revêtement en poudre implique une poudre thermoplastique sèche que vous appliquez de manière électrostatique et que vous collez à la surface du boîtier métallique dans un four.
Il est largement considéré comme la norme de l’industrie pour les opérations de finition de surface et est disponible dans une gamme de couleurs, de textures et de niveaux de brillance.
L’un des avantages du revêtement en poudre est qu’il offre une finition de haute qualité et exceptionnellement durable à moindre coût.
De plus, il est disponible dans différentes textures, par exemple, les finitions rugueuses sont excellentes pour dissimuler les empreintes digitales, ce qui en fait le meilleur choix pour les boîtiers électroniques.
La couche de poudre ajoutera une couche supplémentaire sur le boîtier métallique.
Notez que les dimensions du dessin indiquent le matériau métallique sous-jacent et non le revêtement en poudre.
Il est donc conseillé d’attribuer un supplément de 0,003” à 0,005” de chaque côté de vos dimensions de découpe.
Dans le cas contraire, les découpes risquent de ne pas être suffisamment grandes et les composants du boîtier ne s’adapteront pas.
Pour spécifier la couche de poudre souhaitée, sélectionnez simplement une couche de poudre avec la texture et la couleur adaptées à vos besoins.
Lors de la conception d'un boîtier en tôle, joignez une note sur le revêtement en poudre préféré.
Impression numérique et sérigraphie
Il s'agit d'une opération de finition de surface appliquée au processus de fabrication de boîtiers en tôle qui confère à la conception une excellente apparence et une excellente sensation.
Ces techniques vous permettent de marquer visiblement votre boîtier métallique pour identifier les ports, les commutateurs, les connecteurs et plus encore.
L'impression numérique est également un choix parfait pour les graphiques, comme les illustrations ou les logos d'entreprise. Elle s'est avérée être le choix par défaut de la plupart des concepteurs.
Néanmoins, chaque méthode présente ses propres avantages, ce qui fait que chacune d'entre elles est adaptée à votre application spécifique.
Revêtement de conversion chimique
Cette finition de surface pour boîtier métallique est également connue sous le nom de revêtement chromaté ou film chimique. L'application de chromate sur la surface de la tôle permet d'obtenir une surface résistante à la corrosion et durable qui présente une conductivité électrique stable.
Anodisation
L'anodisation est une procédure électrochimique utilisée pour la finition de surface des métaux non ferreux. Elle est généralement appliquée sur la surface de l'aluminium pour la rendre plus dure et résistante à la corrosion.
La surface anodisée devient alors partie intégrante du métal. Par conséquent, elle ne s'écaillera pas, ne s'écaillera pas et ne s'usera jamais dans des conditions d'utilisation normales.

Boîtier en tôle anodisée
Étamage
Il s'agit d'un procédé d'immersion simple qui consiste à appliquer de l'étain pur sur la tôle. L'opération de finition de surface est souvent appliquée pour améliorer la soudabilité, la conductivité électrique et la résistance à la corrosion.
Finitions en métal nu
En règle générale, les finitions métalliques de base sont fournies sous 3 formes de base :
Pas de finition
Ici, vous ébavurez le boîtier électrique sans finition supplémentaire et vous risquez d'afficher de petites marques de tourbillonnement ou des rayures. Il s'agit d'une technique économique, mais uniquement pratique pour les boîtiers métalliques destinés à être utilisés à l'intérieur.
Finition grainée
Dans cette finition de surface, vous ébavurez la surface du boîtier métallique, puis lui donnez une direction de grain linéaire distincte par brossage.
Finition vieillie
L'utilisation d'une finition culbutée pendant le processus de fabrication de boîtiers en tôle lisse et fournit une finition non directionnelle grâce au culbutage à l'intérieur d'un milieu abrasif.
En complémentarité, le meilleur matériau et la meilleure finition de surface pour tout boîtier métallique contribuent à préserver la sécurité des équipements fragiles et à les faire durer plus longtemps. Il s'agit d'une solution qui permet de réaliser des économies et d'améliorer les performances.
Étape 9 : Contrôle de la qualité du boîtier en tôle

Coffret électrique entièrement assemblé
Une fois le processus de fabrication du boîtier en tôle terminé, le produit nécessite des tests de validation en fonction de ses exigences de fonctionnement.
Voici les tests d'inspection de qualité auxquels un boîtier métallique sera soumis avant de quitter l'atelier de fabrication :
Test au brouillard salin
Le test au brouillard salin est un mécanisme accéléré permettant de tester la capacité du revêtement de surface de l'enceinte à résister à la corrosion atmosphérique. Il est également appelé test au brouillard salin.
Test de rayure
Le test de rayure permet de déterminer la résistance à l'usure et à l'abrasion du matériau et du revêtement du boîtier métallique. Il s'agit d'une technique simple et rapide de caractérisation des revêtements.
Cependant, plusieurs variables influencent les résultats, notamment les propriétés mécaniques du substrat, l'épaisseur du revêtement et la force de liaison interfaciale. Les conditions d'essai telles que le rayon de la pointe du pénétrateur, la vitesse de rayure et la charge influencent également les résultats.
Test de chute
Ce test est conçu pour vérifier l'intégrité structurelle du boîtier métallique. Le test de chute consiste généralement à laisser tomber un objet d'une hauteur spécifique sur la surface du boîtier.
Essai de traction à haute température
Les essais de traction à haute température permettent d'examiner le comportement du matériau métallique lorsqu'il est exposé à un mélange de température et de tension élevées.
Test à basse température
Les tests à basse température évaluent les impacts d'une température réduite sur les performances, l'intégrité et la sécurité des matériaux des boîtiers métalliques pendant leur utilisation. Ce test est idéal pour examiner les boîtiers métalliques qui seront soumis à des conditions de basse température pendant leur durée de vie.
Test de protection contre les intrusions
Communément appelés tests IP, les tests de protection contre les intrusions évaluent la capacité des boîtiers métalliques à se protéger contre les « intrusions ».
C'est-à-dire une protection contre l'infiltration de poussière, d'eau et de corps étrangers.
Pour tous vos boîtiers électriques de Chine, Contactez KDMsteel maintenant.